 Skip to content
Skip to content 

Introduction
A leaking tube is not just a cosmetic problem. In pharmaceutical and cosmetic production, it signals a failure in one of the most critical steps of the entire filling process. A broken seal compromises product integrity, triggers regulatory scrutiny, and erodes customer trust.
Most manufacturers assume a leaking hot air tube sealing machine means the machine itself is defective. That is rarely the full picture. Leakage is almost always a system-level problem, one that involves temperature settings, air supply, sealing pressure, tube material, and mechanical condition working together, or failing to.
This guide walks through every meaningful cause of seal leakage, a clear troubleshooting method , and the fixes that actually work, drawn from over 20 years of experience building and supporting tube filling and sealing machines for pharmaceutical and cosmetic manufacturers worldwide.
Leakage is Not Random. It is a System Problem.
Why Even Advanced Packaging Machines Start Leaking
A hot air tube sealing machine works by directing precisely controlled hot air into the open tail of a tube, melting the inner layer, then pressing the softened material together under controlled force. Any drift in temperature, pressure, timing, or airflow can break that sequence.
Machines do not degrade overnight. Leakage problems build gradually through wear, parameter drift, or inconsistencies in incoming tube materials. The machine may have been performing well for months before problems appear.
The Real Cost of Ignoring Small Leaks
Small leaks are easy to dismiss during a busy production shift. They should not be.
According to a 2025 study published in AAPS Open, seal-related failures accounted for a meaningful share of pharmaceutical product recalls from 2019 to 2024, with even minor failures carrying significant financial and reputational consequences. The same research cites cases where packaging defects led to thousands of product recalls, subsequent lawsuits, and eventually, company bankruptcy.
The FDA’s 2023 inspection database, cited by Emergen Research, found that container closure integrity failures accounted for 23% of pharmaceutical manufacturing citations. That is a direct regulatory risk for any facility allowing seal issues to persist without structured investigation.
Beyond compliance, leaking tubes mean product waste, rework costs, and customer complaints that compound over time.
A Structured Approach to Troubleshooting
Random parameter adjustments rarely fix leakage problems. Increasing temperature by 5 degrees without knowing why the seal is failing is guesswork. We recommend a structured root cause approach before making any changes to machine settings.
How to Identify the Type of Leakage Problem
Before you can diagnose the cause, you need to understand the pattern. Seal failures are not all the same, and the pattern tells you where to look.
| Leak Pattern | Most Likely Cause |
| Edge leakage only | Pressure distribution issue or jaw misalignment |
| Center leakage | Insufficient temperature or heating time |
| Intermittent leakage | Air supply fluctuation or mechanical vibration |
| Consistent leakage across all tubes | Parameter mismatch with tube material |
| Leakage appearing after storage | Creep failure from weak bond strength |
Edge Leakage vs Center Leakage
Edge leakage points toward mechanical causes. The sealing jaw is not making full contact across the full width of the tube tail. This is often caused by jaw wear, misalignment, or uneven pressure distribution.
Center leakage points toward thermal causes. The inner layer is not fully melting before the jaws close. This is a temperature, airflow, or heating time problem.
Intermittent vs Continuous Leakage
Intermittent leakage that appears and disappears across a production run almost always traces back to inconsistency in the air supply, vibration-related jaw movement, or temperature fluctuations from an aging heating element.
Continuous leakage across every tube in a run suggests a parameter problem specific to the current tube material or a fundamental machine setup issue.
Leakage Under Pressure vs Storage Leakage
If tubes pass a squeeze test at the end of the line but leak in distribution or on the shelf, the seal has formed but lacks long-term bond strength. This is a cold-seal or under-fused seal scenario. The outer surface has bonded, but the inner layers have not fully fused.
Root Cause Analysis: Why Your Hot Air Tube Sealing Machine is Leaking
Temperature Instability (Not Just “Too High or Too Low”)
In most tube sealers, temperature-related issues sit at the center of sealing failure. This applies across plastic or metal tubes, including aluminum plastic tubes used in the personal care industry.
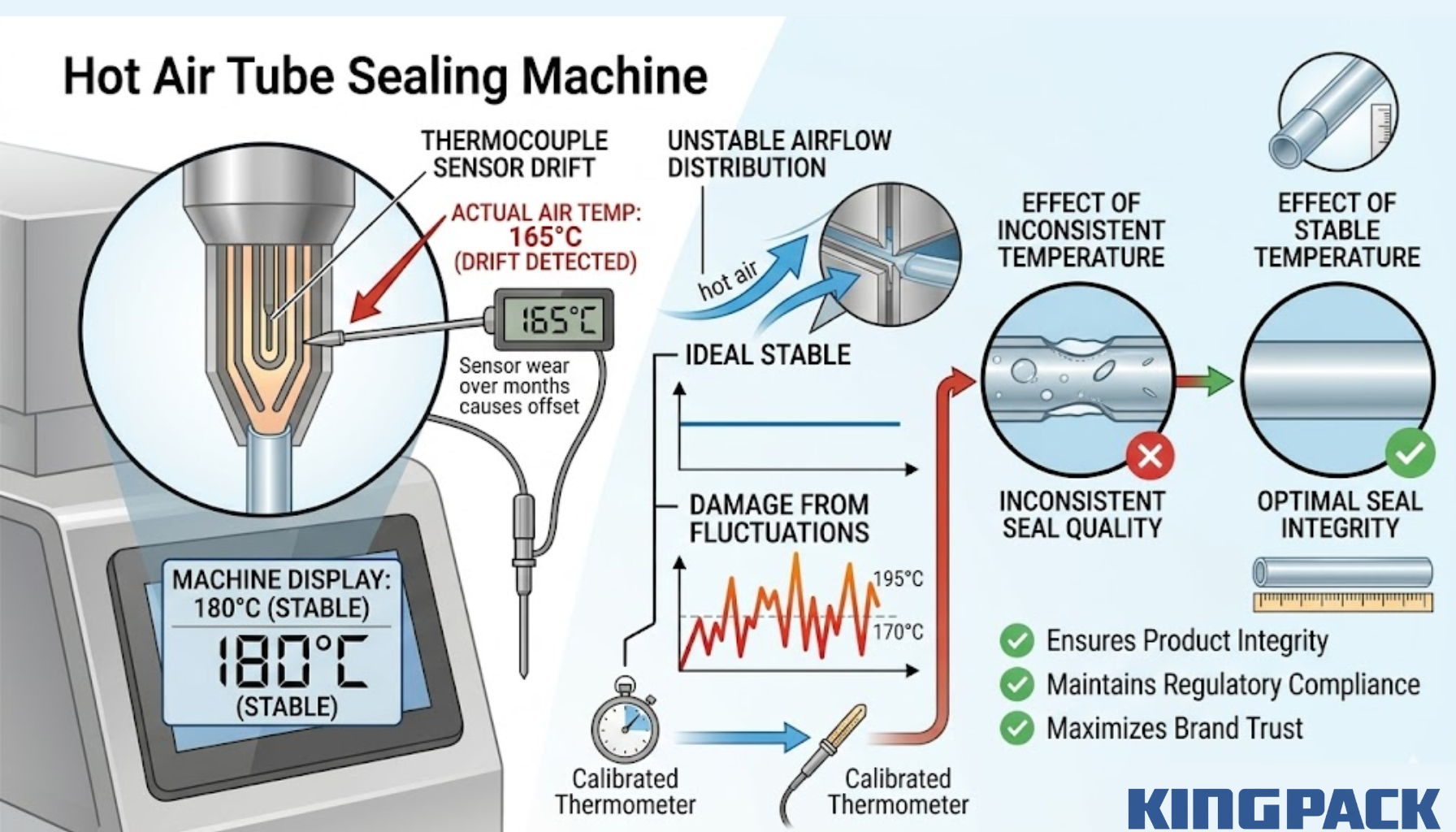
The problem rarely comes from a simple wrong setting. Over time, thermocouple sensors lose accuracy. A reading of 180°C may not reflect the real output. Actual hot air may drop far below the displayed value, while the machine appears stable.
Consistency matters more than the number itself. Constant heat must be maintained across every cycle. When temperature shifts between cycles, sealing plastic becomes unpredictable. Weak bonding follows, and the system cannot maintain a proper hermetic seal.
Air Flow and Heating Efficiency Issues
Tube sealers depend on stable airflow to transfer heat effectively before sealing. Any restriction in the system affects performance. Blocked nozzles, worn blower spare parts, or unstable air pressure reduce heat delivery.
Uneven airflow creates uneven results. The center of the tube may seal correctly, while the edges fail. This is common in high production volume environments where machinery runs continuously and components wear down.
In both automatic and semi automatic machine setups, airflow must remain consistent to maintain seal quality.
Sealing Pressure Inconsistency
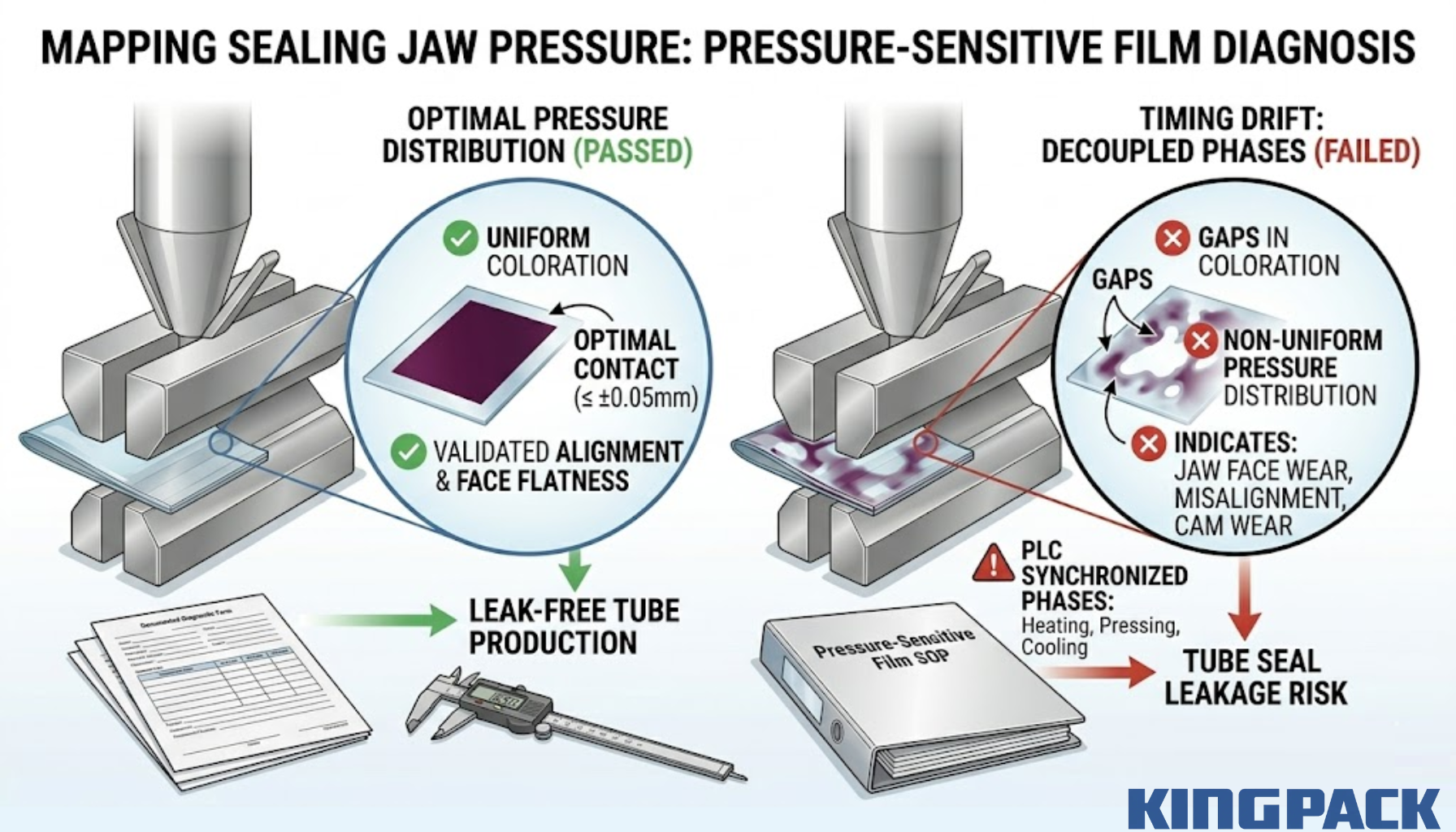
The sealing jaw must apply consistent, uniform force across the full width of the tube tail. Pressure that varies from left to right across the jaw face creates zones of strong bonding alongside zones of weak bonding. The weak zones become leak points.
Spring wear in the jaw assembly, pneumatic pressure fluctuations, or physical damage to the jaw face are the primary causes of pressure inconsistency.
Incorrect Sealing Time Synchronization in Metal Tubes
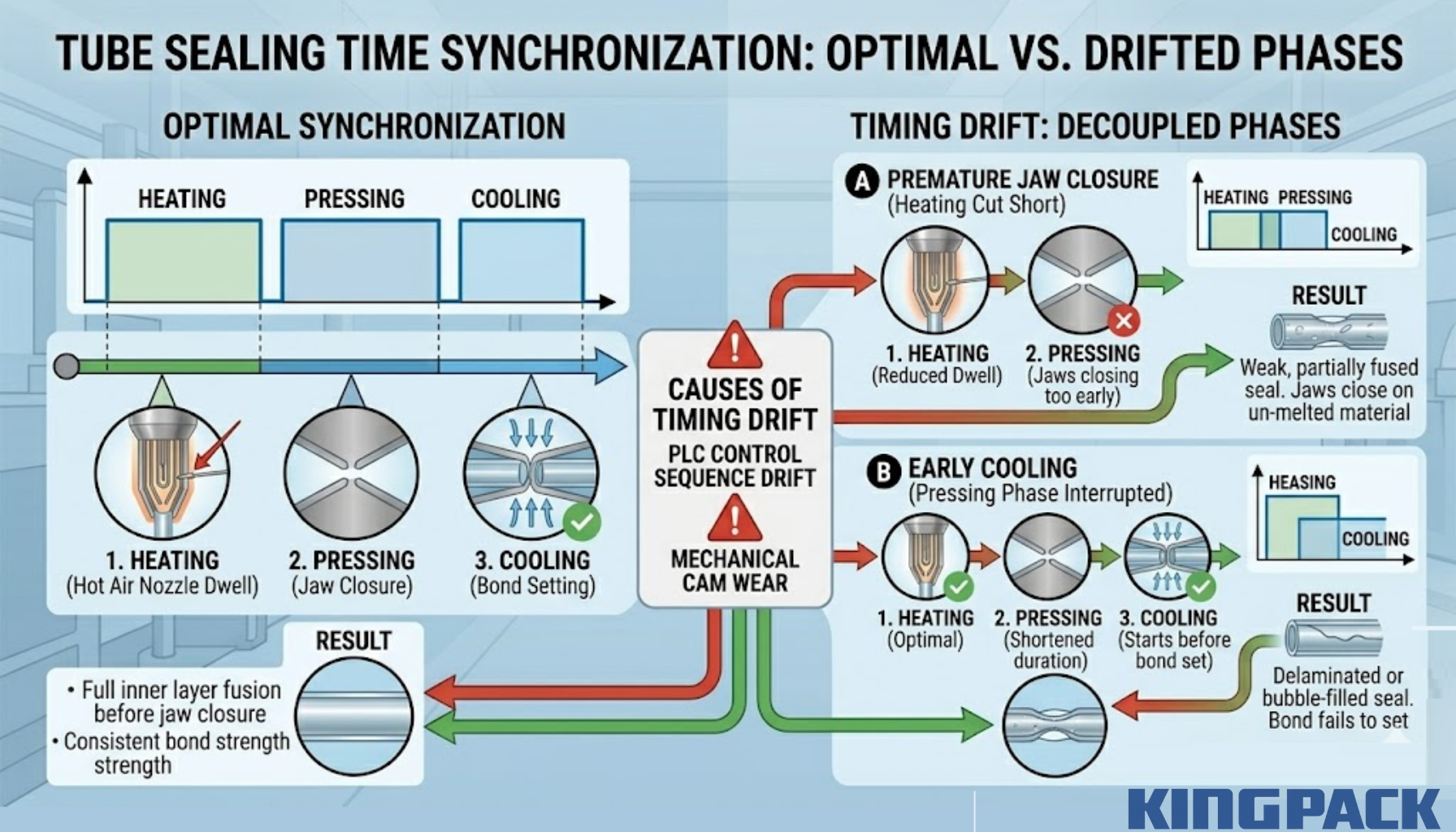
Tube sealers follow a fixed sequence: heating, pressing, and cooling. Each phase must stay in sync.
If pressing begins too early, the material has not softened enough. If cooling starts too soon, the bond does not fully form. Both cases lead to weak seals.
Timing drift can develop slowly. PLC settings may shift, or mechanical components may wear after years of use. This applies across packaging machines used in both small batches and large-scale production needs.
Contamination in the Sealing Area
Product residue is a major cause of seal failure in tube filling and sealing operations. Cream, gel, or ointment on the tube tail prevents direct material-to-material contact during bonding.
Even trace amounts of filling material on the inner surface of the tube tail are enough to create a weak zone. This is especially common in high-speed production runs where overfilling or splashing deposits product near the seal area.
Tube Material Variability
Different tube laminates respond differently to the same temperature and pressure settings. ABL (aluminum barrier laminate) tubes, PBL (plastic barrier laminate) tubes, and single-layer plastic tubes each have different melting characteristics and require different parameter profiles.
If tube material changes between supplier batches and parameters are not adjusted accordingly, seal quality will degrade. Material thickness variation within a single batch can also produce inconsistent results.
Mechanical Wear and Alignment Deviation
Sealing jaw faces wear over time. The contact surface loses its flatness, creating uneven pressure across the seal. Pivot points and guide rails develop play, causing jaw alignment to drift.
These changes are gradual and often go unnoticed until leakage rates increase to a visible level. By then, the deviation has typically been building for weeks.
Step-by-Step Troubleshooting Workflow
Step 1: Inspect Tube Sealers Appearence
Before touching any parameter, examine the failed seals carefully. The visual appearance of the seal tells you where to focus.
- Bubbles or voids in the seal area point to temperature or contamination issues
- Wrinkles or uneven edges indicate jaw alignment or pressure problems
- Burn marks or discoloration signal overheating
- Clean, sharp edges that pull apart easily indicate under-fusion
Step 2: Verify Temperature Profile & Constant Heat Level
Do not rely on the machine’s displayed temperature reading alone. Use an external calibrated thermometer or thermocouple to verify actual hot air temperature at the nozzle exit. Compare against the set point.
Check temperature stability over a 10-minute continuous run. A reading that fluctuates more than ±5°C indicates a sensor or heating element issue that parameter adjustment cannot fix.
Step 3: Check Air Supply System
Inspect the air supply line for stable pressure. Fluctuations in plant air supply affect the blower output in hot air sealing systems. Clean nozzle openings and verify that airflow is reaching all points across the tube tail width evenly.
Step 4: Test Sealing Pressure
Use a pressure-sensitive film between the jaw faces to map the actual pressure distribution. Gaps in the pressure profile indicate jaw face wear or alignment deviation. Check pneumatic pressure at the cylinder and compare against specification.
Step 5: Evaluate Tube Material Compatibility
Pull the material specification sheet for the current tube batch. Compare sealing temperature requirements with the machine’s current parameter set. If the tube supplier has changed recently, obtain their recommended sealing parameters and test against them.
Step 6: Perform Leak Testing
After any parameter change, test sealed tubes systematically before resuming full production. A simple squeeze test identifies gross leaks. For pharmaceutical products, follow USP Chapter 1207 container closure integrity testing protocols for validated leak detection.
Targeted Solutions for Each Leakage Scenario
| Problem | Root Cause | Fix |
| Weak seals across full width | Temperature too low or time too short | Increase set temperature in 5°C increments, verify actual vs set |
| Burnt or deformed seals | Overheating | Reduce temperature, extend cooling phase duration |
| Edge leakage only | Jaw misalignment or wear | Realign jaw assembly, replace worn jaw faces |
| Intermittent leakage | Air pressure fluctuation | Stabilize plant air supply, inspect blower |
| Post-storage leakage | Under-fused seal | Increase heating time and verify full inner layer fusion |
| Contamination-related failure | Product in seal zone | Reduce fill level, add tail wipe mechanism, clean more frequently |
Fixing Weak Seals (Low Bond Strength)
Increase sealing temperature in small increments. Verify actual temperature at the nozzle using calibrated equipment before each test. Also check that heating time is sufficient for the tube wall thickness in use. Thicker laminates require more dwell time in the hot air stream before the jaws close.
Fixing Burnt or Deformed Seals
Reduce temperature first. If seal quality improves but strength is insufficient, extend the cooling phase duration rather than increasing temperature further. Cooling phase length has a significant impact on final bond strength in hot air sealing.
Fixing Uneven Sealing
Check jaw alignment across the full width using pressure film. Tighten any play in the jaw pivot. If jaw face wear is uneven, replace the jaw faces. Do not attempt to compensate for physical wear by adjusting temperature.
Fixing Intermittent Leakage
Isolate the air supply system first. If plant air pressure drops during high-demand periods in the facility, that directly affects sealing consistency. A dedicated pressure regulator for the sealing system eliminates this variable. Also check for mechanical vibration from nearby equipment affecting jaw stability.
Fixing Contamination Issues
The most reliable fix is a mechanical tail wipe mechanism that cleans the tube tail before it enters the sealing station. If that is not available, reduce fill volume slightly to prevent product from reaching the tail area, and increase cleaning frequency during production runs.
Advanced Optimization for High-Speed Production
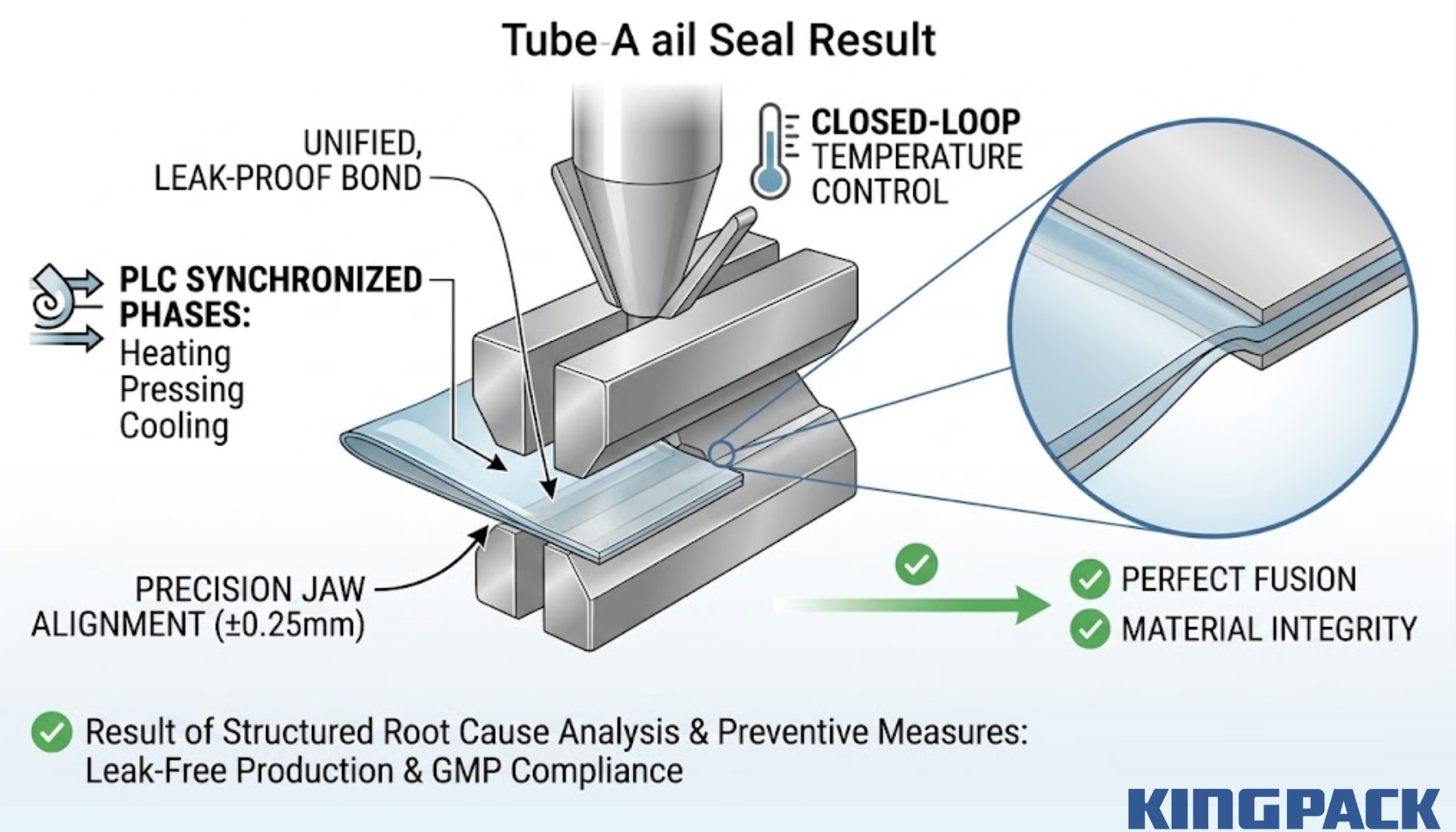
Closed-Loop Temperature Control Systems
In high-speed tube filling and sealing lines, open-loop temperature control is not sufficient. A closed-loop system continuously measures actual hot air temperature at the nozzle and adjusts the heating element output in real time to maintain the set point.
This eliminates the drift that causes intermittent leakage over long production runs. According to Grand View Research, the global pharmaceutical processing seals market was valued at $2.52 billion in 2023 and is growing at a CAGR of 10.2% through 2030, driven largely by demand for more reliable sealing performance in drug production. Closed-loop control is a major enabler of that reliability.
Servo-Controlled Sealing Mechanisms
Servo-controlled jaw systems allow precise control over jaw closing force, speed, and position. This eliminates the pressure variation that comes with pneumatic systems subject to air pressure fluctuations.
Our KPGFW-160 Fully Automatic Filling and Sealing Machine uses servo-driven mechanisms to maintain consistent jaw movement and sealing force across extended high-speed production runs, reducing the seal variability that causes leakage.

KPGFW-160 Fully Automatic Filling and Sealing Machine – King Pack Machinery
Real-Time Monitoring and Alarm Systems
Modern tube filling and sealing machines can monitor temperature, pressure, and cycle time continuously and alert operators the moment any parameter drifts outside the defined window. This catches problems at the parameter level before they become seal failures at the product level.
Preventive Measures to Avoid Future Leakage
Consistent production quality requires consistent process management, not just reactive troubleshooting. The following practices reduce leakage risk significantly across any production environment.
Standardized parameter settings:
- Record validated sealing parameters for each tube material and product combination
- Store parameter sets in the machine controller and require authorization to override
- Re-validate parameters whenever tube supplier or material batch changes
Routine maintenance schedule:
- Inspect and measure jaw face flatness every 500 operating hours
- Calibrate temperature sensors against an external reference quarterly
- Clean nozzles and inspect airflow distribution monthly
- Check pneumatic pressure settings and cylinder condition bi-monthly
Operator training and SOPs:
- Train operators to recognize seal defect patterns before performing leak tests
- Establish documented procedures for startup parameter verification
- Require seal quality inspection at the start of each production run and after any material change
When Troubleshooting is Not Enough: Time to Upgrade
Structured troubleshooting can fix most issues. Some tube sealers reach a point where the machinery itself becomes the problem, not the settings.
Clear signs include recurring temperature instability after parts replacement, jaw alignment that will not hold, and unstable sealing quality at higher speeds. Many older systems also fail to handle modern tube materials with tighter sealing ranges.
These limits are common across legacy equipment still used in the packaging industry and even in controlled scientific laboratory environments. The design simply cannot maintain stable performance under current production demands.
Older machines were built for simpler applications. They struggle with today’s material variety, production volume, and precision requirements. Trying to maintain performance on such systems increases cost, spare parts usage, and downtime without delivering a reliable answer.
How Modern Tube Sealing Systems Eliminate Leakage Risks
Modern tube sealers solve these issues at the design level. Closed-loop temperature control keeps heat stable. Servo systems remove pressure variation. Digital controls keep parameters locked and consistent across shifts.
These systems are suitable for different production needs, from small batches to continuous loading operations. Compact designs with optimized dimensions fit easily into existing production lines while maintaining efficiency and control.
Advanced features allow quick adjustment between formats, including tubing rolls, bottles, and other packaging formats. Machines are built to handle variation without constant manual recalibration.
With better engineering, stable electricity use, and improved component quality, modern systems reduce reliance on frequent maintenance. Many units come ready from stock, and with the right expertise, selection and installation become straightforward.
For detailed specifications or machine capability, a direct capability email to the supplier often provides the fastest answer before equipment is purchased.
Why King Pack Hot Air Tube Sealing Solutions
High-Precision Temperature and Airflow Control
Our tube sealing machines use closed-loop temperature management to maintain actual hot air delivery within tight tolerances of the set point. That precision translates directly to consistent seal bond strength across every tube in a production run.
Stable Sealing Performance at High Speed
Our KPGFW-120D Double-Head Rotary Tube Filling and Sealing Machine achieves sustained production at 120 tubes per minute with filling accuracy at ±1 to 2.5% and noise levels controlled to ≤75 dB. The rotary design keeps tube handling stable at speed, removing the vibration that causes intermittent sealing inconsistency in linear machines.

KPGFW-120D Double-Head Rotary Tube Filling and Sealing Machine – King Pack Machinery
GMP-Compliant Design
Our machines are built to support GMP compliance as required by FDA 21 CFR Part 211. All product contact surfaces use pharmaceutical-grade stainless steel. Control systems support parameter logging and audit trails for production documentation.
According to Verified Market Reports, the thermosealer market for pharmaceutical applications is projected to grow at a CAGR of 8.5% through 2033, driven by increasing demand for sterile, contamination-free sealing in drug production. GMP-compatible equipment is a baseline requirement for participation in that market.
Custom Optimization for Different Tube Materials
We configure sealing parameters for the specific tube materials our customers use, including ABL, PBL, and single-layer plastic laminates. Our engineering team provides commissioning support and documents validated parameter sets for each product-material combination, reducing the risk of parameter drift reintroducing leakage problems after handover.
Our full range of tube filling and sealing solutions covers machines from laboratory-scale to high-speed production, with both plastic hose sealing and metal tube folding configurations available.
Conclusion
Leakage in a hot air tube sealing machine is a systems problem. It involves temperature control, airflow, jaw mechanics, tube material, contamination management, and process discipline working together. When any of those elements drifts, seal quality suffers.
For persistent leakage problems that do not respond to parameter optimization, or for facilities planning to upgrade aging tube sealing equipment, modern machines with closed-loop temperature control and servo-driven mechanisms eliminate the root causes of leakage at the design level. Contact King Pack to diagnose your tube sealing issues or explore a high-precision hot air tube sealing solution for consistent, leak-free production.
