 Skip to content
Skip to content 

Introduction
Choosing between aluminum and laminate tubes is one of the first decisions a pharmaceutical manufacturer makes when developing a topical product. It is also one of the decisions with the longest downstream consequences. The tube material determines what sealing method you need, what machine to invest in, and how much protection your formulation actually receives.
The wrong pairing between tube material and equipment creates quality problems that are expensive to fix after production begins. This guide covers how aluminum and laminate tubes differ in pharmaceutical applications, what each tube type demands from a filling and sealing machine, and how to match your selection to your product, production volume, and compliance requirements.
Why Tube Material Selection Matters in Pharmaceutical Packaging
Packaging as a Critical Part of Drug Protection
For pharmaceutical products, packaging is part of the drug delivery system, not just a container. Ointments, medicated gels, and topical creams can degrade when exposed to light, oxygen, or moisture. The tube material controls how well those factors are blocked throughout the product’s shelf life.
According to Global Market Insights, the global pharmaceutical packaging market was valued at $151.5 billion in 2024 and is growing at a CAGR of 15.6% through 2034, driven largely by the need for more protective and tamper-evident packaging formats. Aluminum and laminate tubes sit at the center of that demand for topical drug products.
The Role of Tube Filling and Sealing Machines
A tube filling and sealing machine must match the physical behavior of the tube material it is processing. Aluminum tubes require mechanical folding and crimping at the tail. Laminate tubes require heat-based sealing, using either hot air or ultrasonic methods.
Attempting to run aluminum tubes through a machine built for laminate sealing, or vice versa, produces poor seal quality, high rejection rates, and potential GMP violations. Machine selection must follow material selection, not precede it.
Aluminum vs Laminate Plastic Tube: A Key Decision for Pharma Manufacturers
The aluminum tube filling and sealing machine segment and the laminate tube filling machine segment serve different product categories and different regulatory contexts. Understanding what each tube offers technically is the starting point for making the right equipment investment.
Understanding Aluminum Tubes in Pharmaceutical Applications
Structure and Material Properties
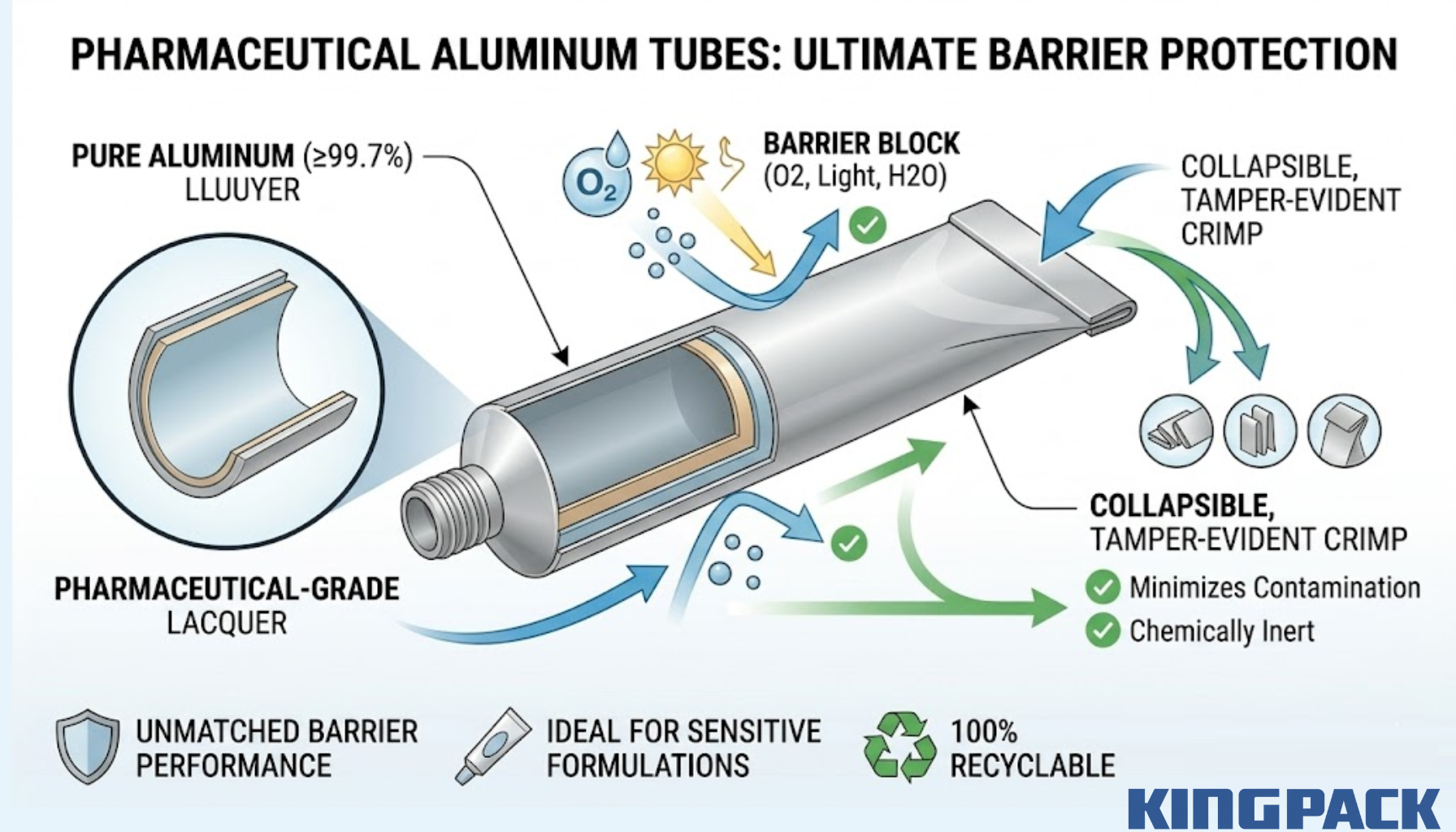
Aluminum tubes are made from pure aluminum, typically 99.7% or higher purity, that is cold-extruded into a seamless tube body. The inner wall is usually lacquered to prevent direct contact between aluminum and the product. The structure provides a near-perfect barrier against light, oxygen, and moisture.
According to Towards Packaging, the global aluminum tubes market was valued at $898.45 million in 2024 and is projected to reach $1.47 billion by 2033, with the pharmaceutical sector as one of the primary growth drivers.
Typical Applications
Aluminum tubes are the preferred format for formulations that are sensitive to oxidation, moisture absorption, or light degradation. Common pharmaceutical applications include:
- Medicated ointments for wound care and dermatology
- Corticosteroid and antibiotic creams
- Eye and nasal ointments requiring strict contamination control
- High-potency topical formulations with narrow stability windows
Advantages of Aluminum Tubes
The barrier performance of aluminum is unmatched by any laminate structure. The seamless tube body allows no oxygen or moisture transmission. Aluminum is also chemically inert when lacquered correctly, making it compatible with a wide range of pharmaceutical active ingredients.
Aluminum tubes are also fully collapsible. They do not draw back air after dispensing, reducing secondary contamination of the remaining product.
Limitations
Aluminum tubes are less flexible mechanically. They can crack at fold lines if the crimping process is not controlled precisely, especially at higher speeds. Material cost is higher than plastic laminate. The tail seal requires a mechanical folding and crimping process rather than heat sealing, which adds specific engineering requirements to the pharmaceutical tube filling machine.
Understanding Laminate Tubes in Pharmaceutical Applications
Structure of Laminated Tubes (ABL and PBL)
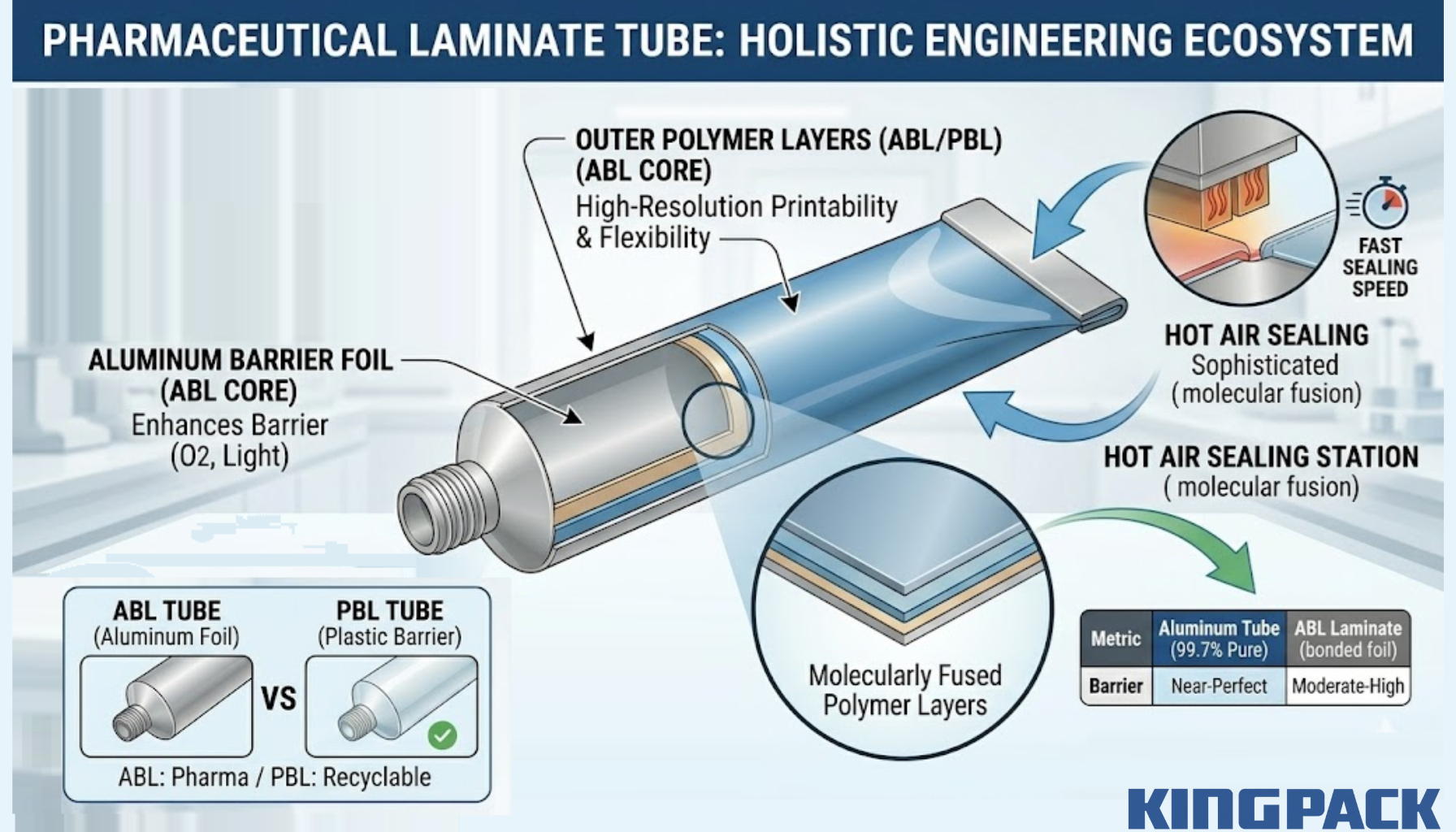
Laminate tubes are built from multiple bonded layers. ABL (aluminum barrier laminate) tubes combine an aluminum foil layer within a plastic laminate structure, providing moderate barrier performance alongside the printability and flexibility of plastic. PBL (plastic barrier laminate) tubes use multiple plastic layers without aluminum, offering flexibility and full recyclability.
According to Spherical Insights, the global ABL tubes market is projected to grow from $727.40 million in 2024 to $1.41 billion by 2035, at a CAGR of 6.23%, driven by demand from pharmaceutical and personal care manufacturers.
Typical Applications
Laminate tubes suit products where barrier requirements are moderate and where surface branding and visual appeal carry significant weight:
- OTC skincare creams and moisturizers with pharmaceutical claims
- Cosmeceutical products combining active ingredients with cosmetic formulation
- Semi-sensitive topical products with moderate stability requirements
- Oral care products such as toothpaste
Advantages of Laminate Tubes
ABL and PBL tubes are lighter than aluminum tubes and accept high-resolution printing directly on the tube surface. They can be made fully translucent in PBL form. The heat-sealing process for laminate tubes is simpler to control than mechanical crimping, and the seals can be formed at high speed with good consistency.
Laminate tubes are also less prone to cracking during handling and offer greater design flexibility for product differentiation.
Limitations
Neither ABL nor PBL tubes match the oxygen and moisture barrier performance of pure aluminum. For formulations requiring complete protection over long shelf life, laminate tubes may require additional protective measures such as oxygen scavengers or modified packaging conditions. PBL tubes in particular offer no aluminum barrier, limiting their use in more sensitive pharmaceutical formulations.
Key Differences That Impact Machine Selection
| Factor | Aluminum Tubes | Laminate Tubes |
| Sealing method | Mechanical folding and crimping | Hot air or ultrasonic heat sealing |
| Tube rigidity | Rigid, prone to cracking if mishandled | Flexible, tolerant of handling variation |
| Product compatibility | High-sensitivity pharma, active ingredients | OTC, cosmeceutical, moderate-sensitivity |
| Printing | Screen printing on tube body | High-resolution offset or flexo printing |
| Filling system requirement | High-viscosity piston or gear pump | Wide range, including lower-viscosity products |
| GMP complexity | Higher, due to crimp quality validation | Moderate, with seal parameter validation |
Sealing Method: Folding vs Heat Sealing
The core difference between aluminum and laminate tube filling sealing machine systems lies in the sealing structure. Aluminum tubes are closed through folding and crimping. The tail is bent and pressed into layers to lock it mechanically. Heat is not part of this sealing method.
Laminate tubes use hot air sealing. Heated air softens the inner layer, and the sealer machine clamps the tail to form a bond. This process depends on controlled temperature and pressure rather than mechanical force.
Because of this, each tube filling sealing setup follows a different parameter machine model. A sealer machine designed for one method is not applicable to the other without major changes.
Material Handling and Forming Behavior
Aluminum tubes require controlled handling. The body holds its shape but dents easily. Positioning must stay precise during loading so folds form correctly. The entire tube filling sealing machine must support this rigidity.
Laminate tubes are more flexible. Minor misalignment during transfer does not damage them, which makes handling more convenient across various models, from compact tabletop tube sealer units to larger systems.
Compatibility with Product Types
Aluminum tubes suit sensitive formulations that need strong protection. Laminate tubes fit products where cost and presentation matter more.
Both options are widely used in tube filling sealing across the packaging sector. The right choice depends on the product, not just the machine.
What Defines an Aluminum Tube Filling and Sealing Machine
Filling System for High-Viscosity Products
Aluminum tube applications often involve thick liquids. These include ointments and dense formulations that require controlled flow.
Piston-based sealer machine systems remain essential here. They deliver stable output and maintain accuracy even when product viscosity and temperature vary during production.
Mechanical Folding and Crimping System
The crimp is the most critical quality feature on an aluminum tube. A fold that is too shallow leaves the seal weak. A fold that applies excessive force cracks the aluminum at the fold line.
Our KPGZW-60 filling and folding machine handles aluminum tubes with a controlled multi-fold crimping system across a tube diameter range of 10 to 35 mm, fill volumes from 5 ml to 150 ml, and production speeds up to 60 tubes per minute.

KPGZW-60 filling and folding machine – King Pack Machinery
Coding and Batch Marking Integration
Pharmaceutical tube filling equipment must integrate with coding systems that apply batch numbers, expiry dates, and regulatory identifiers onto the tube or crimp area. This is a mandatory GMP requirement under FDA 21 CFR Part 211 for finished pharmaceutical products.
Precision Control for Pharmaceutical Compliance
Fill accuracy must meet pharmaceutical dosing requirements. Our metal tube filling and folding machines maintain fill accuracy within ±1%, which supports both quality control and regulatory validation requirements.
Key Features to Look for in Pharmaceutical Applications
When evaluating any pharmaceutical tube filling machine for aluminum tube applications, these are the specifications that matter:
Filling accuracy and control:
- Fill weight accuracy held at ±1% or better across the full production run
- PLC-based fill volume control with data logging for batch records
- Nozzle design that prevents product from entering the tube tail area
GMP-compliant construction:
- All product contact surfaces in pharmaceutical-grade stainless steel (SUS 304 minimum, SUS 316L preferred for sterile applications)
- Cleanable without disassembly of internal components
- Documentation support for IQ, OQ, and PQ validation protocols
Mechanical folding quality:
- Consistent crimp geometry across the full production run
- Adjustable fold count and fold depth to match tube wall thickness
- Detection system for incomplete folds or mis-seated tubes
Stable tube handling:
- Vibration-controlled tube transport to prevent denting during high-speed operation
- Accurate positioning at the fill nozzle and fold station
- Compatible with tube diameter range relevant to the product portfolio
Aluminum vs Laminate: Which Should You Choose?
| Decision Factor | Choose Aluminum | Choose Laminate |
| Barrier requirement | High: oxygen and moisture sensitive active ingredients | Moderate: stable formulations or OTC products |
| Shelf life target | Long (24 to 36 months or more) | Standard (12 to 24 months) |
| Brand differentiation priority | Lower | Higher |
| Material cost sensitivity | Lower | Higher |
| Recyclability requirement | High (aluminum is 100% recyclable) | Variable (ABL is more complex to recycle) |
| Production speed target | Moderate (60 to 100 tpm typical) | High (up to 180 tpm achievable) |
Choose Aluminum Tubes When
High barrier protection is the primary requirement. Prescription dermatological products, eye ointments, and formulations with sensitive active ingredients almost always require aluminum packaging. The mechanical integrity of the crimp also provides tamper evidence as a built-in feature.
Choose Laminate Tubes When
Brand visibility, flexibility, and cost competitiveness are the priorities. OTC skincare products, cosmeceuticals, and oral care products typically perform well in ABL or PBL tubes. Laminate tubes support more sophisticated label graphics and are available in a wider range of diameters and formats.
Balancing Cost, Protection, and Production Efficiency
The total production economics of the two formats are more similar than many manufacturers expect. Aluminum tube material is more expensive per unit, but aluminum tube filling and sealing machines can be sourced at competitive prices that offset some material cost difference. The right choice depends on the specific formulation stability data rather than assumptions about cost alone.
Integration into Pharmaceutical Production Lines
Inline Filling and Sealing Systems
Modern pharmaceutical tube filling machines integrate filling, sealing, coding, and tube orientation into a single continuous system. Standalone filling and separate sealing are no longer standard practice in high-volume pharmaceutical production.
Compatibility with Cartoning and Secondary Packaging
Filled and sealed tubes feed directly into cartoning lines in most pharmaceutical packaging configurations. Machine interface requirements, tube orientation at output, and production speed compatibility between the tube filler and the cartoner must be specified at the procurement stage.
Automation and Production Scalability
According to Fortune Business Insights, the global tube packaging market is projected to grow from $10.26 billion in 2025 to $15.16 billion by 2032 at a CAGR of 5.74%, with the pharmaceutical segment contributing significant volume through aluminum tube applications in dermatological and topical drug packaging. That growth is driving demand for scalable, automated production lines rather than semi-automatic setups.
Common Challenges in Aluminum Tube Filling
Cracking During Folding
Cracking at the fold is a frequent issue in tube sealing machine operation across pharmaceutical and food industries. It usually comes from excessive force, incorrect fold shape, or variation in tube wall thickness within a batch.
The fix requires precise adjustment of fold force based on the material in use. It is also important to confirm fold geometry across different tube sizes and dimensions during routine checks.
Inconsistent Crimping Quality
Variation in crimp depth or fold count leads to weak seals and uneven quality. This often comes from mechanical wear in the mold or folding system, or from poor tube positioning during loading.
If alignment shifts even slightly, the sealing structure fails to form correctly. Regular inspection of operating components helps maintain consistency and supports better productivity over time.
Product Residue Affecting Seal Integrity
High-viscosity ointments can leave product on the inner tube tail surface if the filling nozzle design is poor or if fill volume is set above the clean-fill threshold for that tube size. Residue in the fold area weakens the crimp and creates a path for oxidation or contamination.
How Advanced Machines Solve These Challenges
Precision-Controlled Folding Systems
Our aluminum tube filling and sealing machine designs use calibrated fold stations with adjustable force settings for each fold. This allows the machine to match its mechanical output to the specific tube material in use rather than applying a fixed force across all tube types.
Servo-Driven Filling Accuracy
Servo-controlled piston filling systems maintain accurate fill volumes across the full viscosity range of pharmaceutical ointment products. Servo drive systems also eliminate the mechanical wear that causes fill volume drift in older cam-driven filling systems.
Optimized Nozzle Design for Clean Filling
Our filling nozzles are designed to retract cleanly from high-viscosity products after each fill stroke, minimizing tail contamination. Nozzle geometry is selected based on product viscosity and fill volume to maintain clean fill performance at the specified production speed.
Why King Pack Automatic Aluminum Tube Filling and Sealing Machines
High-Precision Filling for Pharmaceutical Products
Our ointment tube filling machinery designs use servo-driven piston filling systems that hold ±1% fill accuracy across the full viscosity range of topical pharmaceutical formulations. That consistency in various models supports both batch release criteria and regulatory compliance.
Reliable Folding and Sealing Technology
Our metal tube filling and folding machine range handles aluminum tube diameters from 10 mm to 35 mm with precisely controlled multi-fold crimping. Fold force, fold count, and fold depth are adjustable and documented as validated parameters.
GMP-Compliant Engineering
All product contact surfaces use SUS 304 stainless steel. Control systems support parameter logging and audit trail generation. We provide documentation to support the full IQ/OQ/PQ validation protocol that pharmaceutical manufacturers require.
Customized Solutions for Different Tube Types
We configure our aluminum tube filler and our laminate tube filling machine systems for the specific tube formats, product viscosities, and production speeds each customer requires. Our engineering team documents validated parameter sets at commissioning, reducing the risk of process drift after handover.
Our complete tube filling and sealing machine range covers both metal tube folding applications and plastic hose sealing applications, giving manufacturers a single equipment partner across both tube types.
Conclusion
Choosing between aluminum and laminate tubes comes down to formulation stability requirements, regulatory context, and production economics. Aluminum tubes deliver the highest available barrier protection and are the appropriate choice for sensitive pharmaceutical active ingredients. Laminate tubes offer design flexibility and cost efficiency for products where moderate barrier performance is sufficient.
Contact King Pack for a customized aluminum tube filling and sealing solution tailored to your pharmaceutical production requirements. Reach our team for more details at kpfillingmachine.com/contact.
