

EU Annex 1 has changed how pharmaceutical manufacturers evaluate every movement inside an aseptic prefilled syringe line. For ready-to-use components, the tub, bag, nest, syringe barrel, stopper, and transfer path are no longer treated as isolated operations. They are part of a documented contamination control strategy where every manual touch, open transfer, and uncertain motion must be justified. Robotic tub nest handling gives manufacturers a practical way to reduce intervention, improve repeatability, and build a more defensible aseptic process.
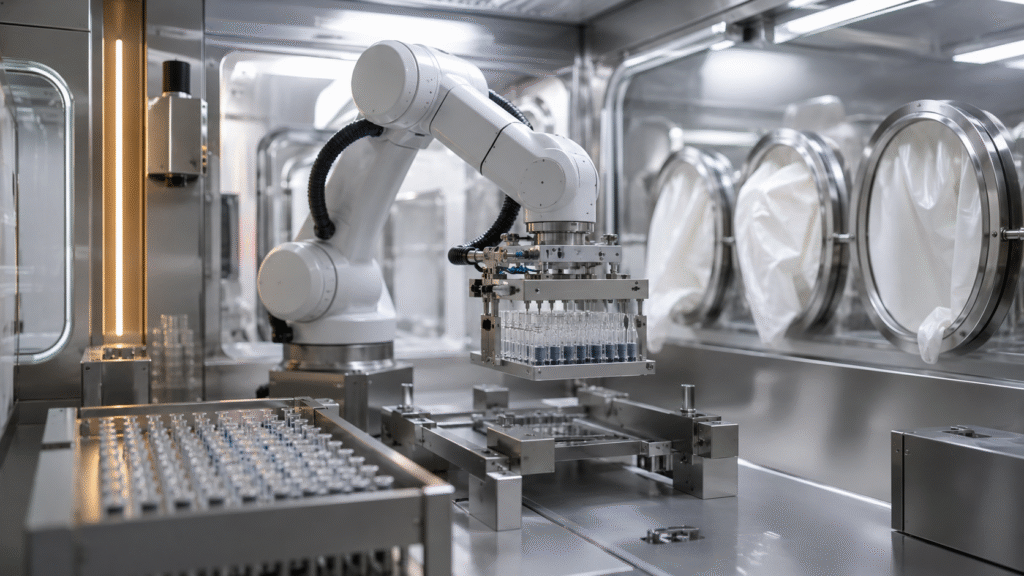
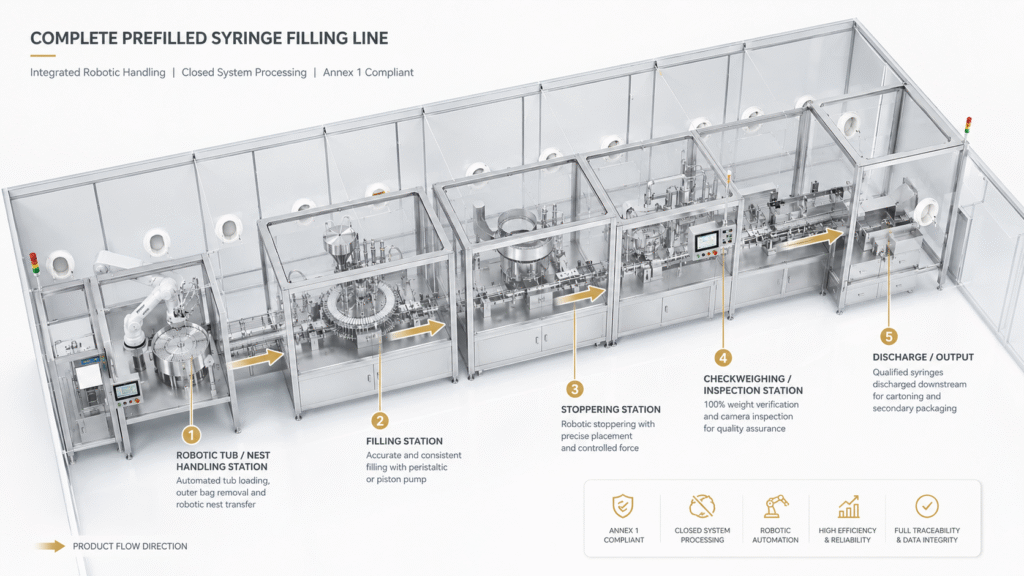
In a modern RTU syringe filling line, robotic handling is not simply a convenience feature. It supports controlled tub loading, outer bag removal, nested syringe transfer, automated denesting preparation, and integration with isolators, RABS, filling, stoppering, inspection, and downstream packaging. For buyers comparing GMP syringe filling equipment, the question is not only whether a robot can move a nest. The deeper question is whether the handling system can protect sterility, maintain line efficiency, and fit the validation expectations of Annex 1.
Why EU Annex 1 Changes the Standard for Syringe Line Automation
The revised EU Annex 1 places stronger emphasis on contamination control strategy, barrier technology, process understanding, and documented reduction of avoidable human intervention. For prefilled syringe manufacturers, this directly affects how tubs and nests are introduced into Grade A areas. Manual bag opening, manual nest positioning, or operator-dependent transfer steps can increase microbial and particulate risk, especially when repeated across long commercial batches.
A robotic tub/nest handling system helps convert these critical steps into controlled, repeatable, and auditable motions. When combined with isolator technology, decontamination cycles, validated transfer procedures, and recipe-based control, robotic automation becomes part of a broader Annex 1 compliant filling line. It also helps engineering and quality teams align production efficiency with contamination control rather than treating them as competing priorities.
Reduced Human Intervention in Grade A Environments
Human intervention remains one of the most difficult variables to control in aseptic processing. Even trained operators introduce movement patterns, ergonomic limits, gowning risks, and decision variability. Robots inside an isolator or RABS can perform repetitive actions such as tub positioning, nest gripping, cover removal support, and nested syringe transfer with a consistent motion profile.
This does not remove the need for qualified operators. It changes their role. Instead of manually handling components in a critical zone, operators supervise the process through HMI screens, alarms, batch records, and controlled interventions. For Annex 1, that distinction matters because every reduction in direct Grade A manipulation supports a stronger contamination control strategy.
Contamination Control Strategy for RTU Components
Ready-to-use syringes arrive in nested formats designed to simplify sterile manufacturing, but RTU does not eliminate risk. The outer bag, tub surface, Tyvek or cover system, nest, and syringe barrels all require a defined transfer logic. Aseptic syringe tub handling must account for material flow, decontamination boundaries, gripping points, airflow, particle generation, and rejection of damaged or mispositioned components.
Robotic handling supports this strategy by limiting contact points and making each transfer step repeatable. Vision verification, presence detection, position confirmation, and batch traceability can be used to confirm that the right tub, nest, and component orientation enter the filling path. These controls reduce the chance of hidden process drift.
Core Process Flow of Robotic Tub/Nest Handling
A robust robotic tub nest handling process usually starts outside the filling station and continues through controlled transfer into the aseptic zone. The specific layout depends on isolator design, syringe format, capacity, and whether the line handles syringes only or supports vial and syringe robotic handling on a flexible platform.
The process must be engineered as a system. Tub loading, outer bag handling, cover removal, nest transfer, filling, stoppering, checkweighing, and inspection all affect each other. If one station becomes unstable, the line may experience stoppages, rejected nests, or extended interventions.
Tub Loading and Outer Bag Removal
Tub loading may be manual, semi-automatic, or fully automatic depending on capacity and facility design. In higher automation systems, tubs are introduced through a transfer interface, and the outer bag removal process is controlled to avoid unnecessary exposure. Batch codes, component lots, and tub identity can be recorded for traceability.
For Annex 1, the handling sequence should define where non-sterile surfaces are removed, where decontaminated surfaces move, and how operators interact with the system. A well-designed robotic nest loading system does not rely on improvised operator judgment at these points.
Nest Transfer and Denesting Preparation
Once the tub is opened and the nest is accessible, robotic gripping becomes critical. The robot must lift or position the nest without disturbing syringe barrels, damaging flanges, or creating particle-generating contact. Low-contact grippers, controlled acceleration, and repeatable positioning help protect fragile RTU components.
Automated denesting system design should also prepare the syringe path for downstream filling. Vision systems can confirm nest orientation, missing positions, or abnormal presentation before the nest enters a high-value process step. This reduces waste and prevents avoidable line stops.
Integration with Filling, Stoppering, and Isolator Systems
Robotic handling must synchronize with filling needles, stopper placement, vacuum stoppering where required, weighing, inspection, and isolator operation. A mechanical robot that works well in isolation can still create production problems if it cannot communicate with the filling machine, HMI, alarm system, and batch data platform.
Integration should include recipe management, interlocks, fault recovery, and clear intervention procedures. For example, a missing nest, tub jam, or failed position confirmation should trigger a predictable response rather than forcing operators to open the barrier system.
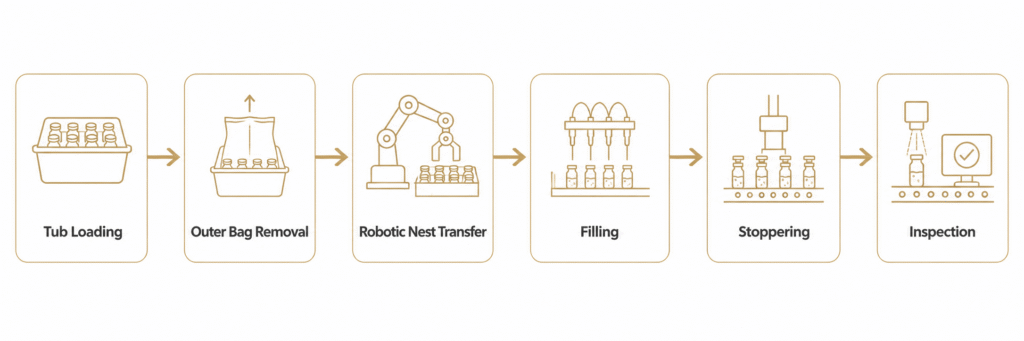
[Suggested diagram: process flow from tub loading to robotic nest transfer, filling, stoppering, and inspection]
Technical Advantages for GMP Syringe Manufacturers
The value of robotic tub/nest handling is measured in sterility assurance, throughput stability, validation readiness, and long-term production control. Pharmaceutical buyers often focus first on capacity, but the strongest business case is usually built on fewer interventions, fewer rejected components, better batch consistency, and easier compliance discussions.
A well-engineered robotic tub nest handling module can also support format flexibility. Manufacturers producing different syringe sizes, nested formats, or RTU components need changeover logic that is repeatable and documented. Tooling should be designed for cleanability, accuracy, and quick replacement.
Isolator-Compatible Robotic Design
An isolator-compatible robot requires more than compact dimensions. Materials, cable routing, lubrication strategy, surface finish, VHP compatibility, and cleaning access all influence aseptic suitability. Product-contact and near-product areas should be designed with GMP expectations in mind, using stainless steel structures where appropriate and avoiding unnecessary crevices.
The robot, grippers, sensors, and transfer surfaces must tolerate the cleaning and decontamination approach used by the facility. Maintenance access also matters. If preventive maintenance requires frequent intrusive work inside the barrier, the system may undermine the intervention reduction it was intended to achieve.
Precision Handling for Fragile RTU Components
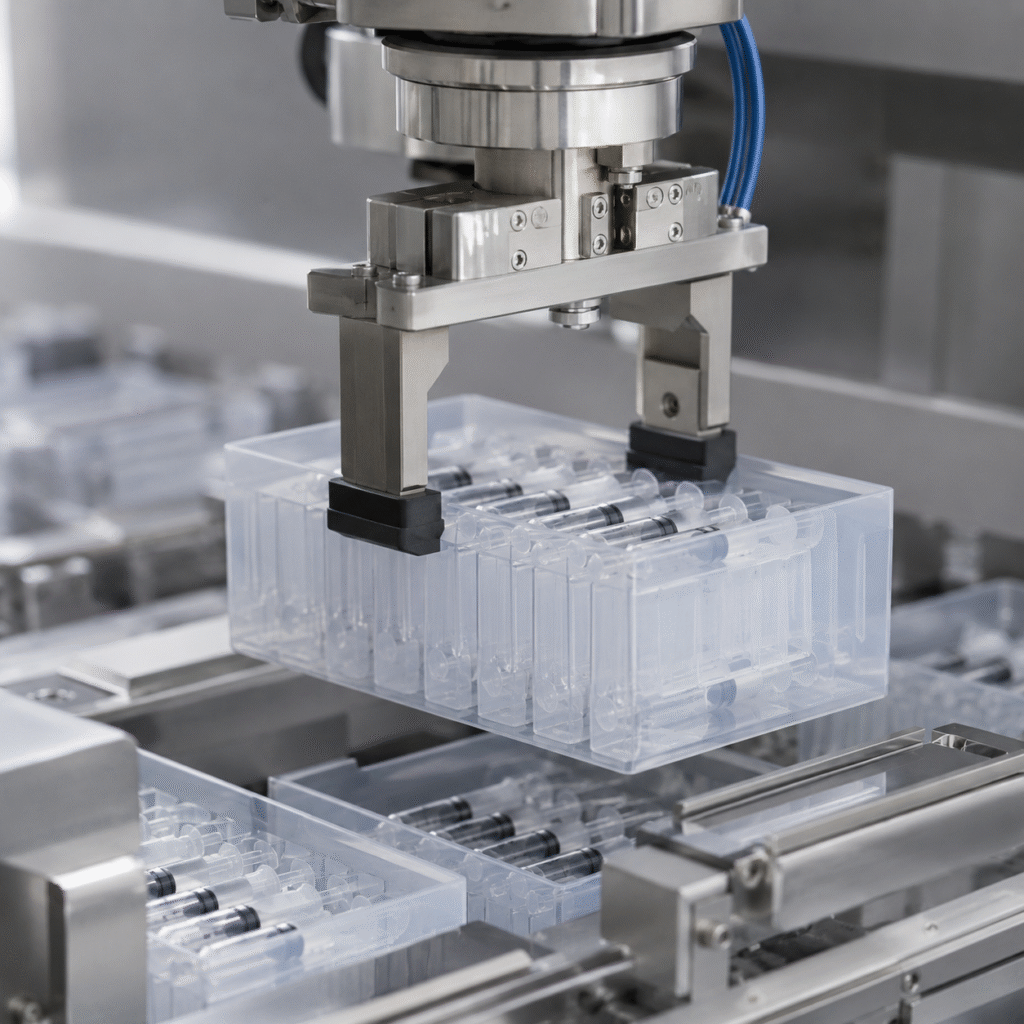
RTU syringes can be fragile. Flange cracks, barrel scratches, nest deformation, and misalignment may create downstream quality issues. Precision handling reduces these risks by controlling grip pressure, movement speed, orientation, and placement accuracy.
For high-value biologics or sensitive injectable products, the cost of component damage is not limited to the syringe. It can affect product loss, batch investigation, and release timelines. This is why aseptic syringe tub handling must be evaluated as a quality-critical process, not a simple loading step.
How Syringe Filling Line Buyers Should Specify Robotic Handling
When a buyer evaluates Syringe Filling equipment, the first specification is often output per minute. Capacity is important, but it should not be the only reference point. A reliable prefilled syringe line must balance sterile assurance, component protection, filling accuracy, stoppering reliability, isolator compatibility, and recoverable operation after alarms. A robotic tub/nest handling module should therefore be specified together with the full Syringe Filling process, not purchased as an isolated loading unit.
The user requirement specification should define syringe size, tub format, nest layout, filling volume, stopper type, target output, isolator or RABS concept, decontamination method, environmental monitoring approach, and preferred batch record structure. If the line will handle more than one RTU format, the URS should also include changeover time, tooling identification, recipe limits, and validation requirements for each format. This helps the engineering team design a Syringe Filling line that can run commercial batches without constant mechanical adjustment.
For pharmaceutical manufacturers, the strongest configuration usually combines robotic tub/nest handling with servo-controlled filling, low-shear product paths where required, stopper placement, checkweighing, reject management, and downstream inspection. The robot protects the sterile component transfer, while the Syringe Filling machine protects dose accuracy and line rhythm. The equipment should also support no-container-no-fill logic, no-stopper alarms, missing nest detection, controlled recovery, and clear HMI messages for operators.
Validation, Maintenance, and Long-Term Production Stability
Robotic Syringe Filling automation must be maintainable without compromising the contamination control strategy. Preventive maintenance should cover grippers, sensors, robot axes, transfer guides, vacuum or pneumatic circuits, filling nozzles, stopper handling components, and isolator interfaces. Spare parts planning is also important because a small component failure can stop a high-value sterile batch.
Validation teams should review design qualification, installation qualification, operational qualification, performance qualification, cleaning and decontamination compatibility, alarm testing, recipe access control, and electronic data integrity where applicable. A robotic line that is easy to validate is usually one with simple material flow, clear interlocks, stable recipes, and predictable recovery procedures.
From a business perspective, robotic Syringe Filling automation can reduce direct interventions, lower component damage, improve batch consistency, and protect release schedules. The ROI is often seen in fewer rejected nests, reduced manual handling, shorter investigations, and higher confidence during audits. For CDMOs and multi-product plants, flexibility also matters: one robotic handling platform that can support several RTU syringe formats may reduce future investment pressure.
Procurement teams should also review supplier capability beyond the machine drawing. A Syringe Filling project often requires layout planning, isolator interface review, filling pump selection, stopper feed coordination, documentation support, FAT planning, installation guidance, and operator training. The supplier should understand both aseptic handling and production economics. If a line is difficult to operate, clean, maintain, or troubleshoot, the theoretical automation benefit may not appear in daily production.
For international projects, service response and spare parts availability should be included in the buying decision. A robotic Syringe Filling line may run critical pharmaceutical batches for many years, so long-term technical support is part of risk control. The best configuration is one that protects sterility, supports validation, and remains practical for operators and maintenance teams after commissioning.
The following table helps buyers translate Annex 1 expectations into practical equipment evaluation points. It does not replace a formal risk assessment, but it gives engineering, production, and quality teams a common checklist when comparing Syringe Filling line proposals.
| Annex 1 / GMP Concern | Robotic Handling Design Response | Buyer Evaluation Point |
|---|---|---|
| Minimize operator intervention | Robot performs tub positioning, nest transfer, and controlled loading inside isolator or RABS | Ask how many routine Grade A interventions remain during normal production |
| Contamination control strategy | Defined transfer path, low-contact gripping, alarms, and reject logic | Review how tub, bag, nest, and syringe exposure are controlled |
| RTU component protection | Controlled acceleration, vision verification, and precise nest positioning | Confirm handling method for fragile syringe flanges and nested formats |
| Validation readiness | Recipe control, interlocks, alarm history, and qualification documentation | Check DQ/IQ/OQ/PQ support and FAT test scope |
| Long-term operation | Accessible maintenance points and spare parts plan | Confirm service response, preventive maintenance, and format changeover support |
Used in a purchase review, this table strengthens the connection between compliance language and machine-level decisions. It also creates natural AEO/GEO content because it answers how robotic handling supports Annex 1 in practical terms.
For configuration discussions, buyers can also compare the major Syringe Filling line modules by their operational impact. The ranges below are not fixed specifications; final design depends on syringe format, capacity, isolator layout, and filling technology.
| Module | Key Function | Typical Configuration Considerations | Impact on Buyer Decision |
|---|---|---|---|
| Robotic tub/nest handling | Transfers RTU components with reduced manual contact | Robot payload, gripper type, nest format, isolator footprint | Affects intervention risk and format flexibility |
| Filling station | Delivers accurate dose into syringe barrels | Pump type, filling volume range, product viscosity, no-container-no-fill logic | Affects dose accuracy, product loss, and batch release confidence |
| Stoppering system | Places stoppers with controlled force and alignment | Stopper bowl, vacuum stoppering if required, presence detection | Affects closure quality and downstream inspection |
| Checkweighing / inspection | Confirms fill and component status | May include in-process weight checks, vision, and reject tracking depending on configuration | Affects quality control and rejection management |
| Isolator / RABS interface | Maintains barrier protection around aseptic operations | VHP compatibility, glove access, transfer ports, environmental monitoring | Affects Annex 1 strategy and validation scope |
This comparison helps buyers see the robotic module as part of the complete Syringe Filling line. It also supports procurement conversations because each module is linked to risk, quality, and ROI rather than only to machine price.
Common FAQs About Robotic Tub/Nest Handling
Is robotic tub/nest handling required by EU Annex 1?
Annex 1 does not mandate one specific machine configuration. It expects manufacturers to justify and control contamination risk. Robotic handling helps reduce manual intervention, so it is often a strong engineering response for RTU syringe filling, especially in isolator-based lines.
Can one system handle multiple RTU syringe formats?
Yes, if the robot, gripper tooling, recipes, and transfer path are designed for format flexibility. Buyers should define syringe size, tub dimensions, nest type, capacity, and changeover requirements early in the project.
How does robotic handling support validation?
It creates repeatable motion, defined parameters, alarms, interlocks, and traceable operating records. These features support qualification, process validation, and contamination control documentation.
What is the difference between robotic nest loading and denesting?
Nest loading positions the nested syringe format for the process. Denesting removes or presents individual syringes for filling or downstream handling. Some lines use both steps; others keep syringes in the nest through filling depending on process design.
Configure an Annex 1 Ready Prefilled Syringe Line
King-Pack, established in 2009, brings 17 years of experience in high-end packaging machinery and engineered automation for pharmaceutical, cosmetic, food, chemical, and daily chemical manufacturers. For prefilled syringe projects, the company can support engineering customization, isolator-compatible design discussion, global service support, spare parts planning, and long-term production stability.
To configure an Annex 1 compliant filling line, share your syringe format, target capacity, tub and nest dimensions, isolator requirements, decontamination strategy, filling volume, stopper format, and validation expectations. King-Pack can evaluate the process and propose a robotic handling and filling solution aligned with your aseptic manufacturing goals. Visit GMP syringe filling equipment at kpfillingmachine.com to start a technical discussion.