 Skip to content
Skip to content 

Introduction

Most veterinary liquid filling discussions focus on fill volume accuracy, nozzle design, or production speed. Dead volume rarely comes up. Yet for manufacturers producing high-value oil-based anti-parasitic treatments and spot-on pipettes, dead volume is one of the most consistent sources of annual product loss.
In this article, we explain what dead volume actually is in a veterinary liquid filling system, why it matters specifically for pet deworming and antiparasitic production, and how veterinary dosing precision pump design directly reduces the financial damage it causes. We also walk through the engineering solutions we use at King Pack to keep dead volume as low as practically possible across our veterinary liquid filling machines.
What Is “Dead Volume” in Veterinary Liquid Filling Systems?
Definition of Dead Volume in Filling Equipment
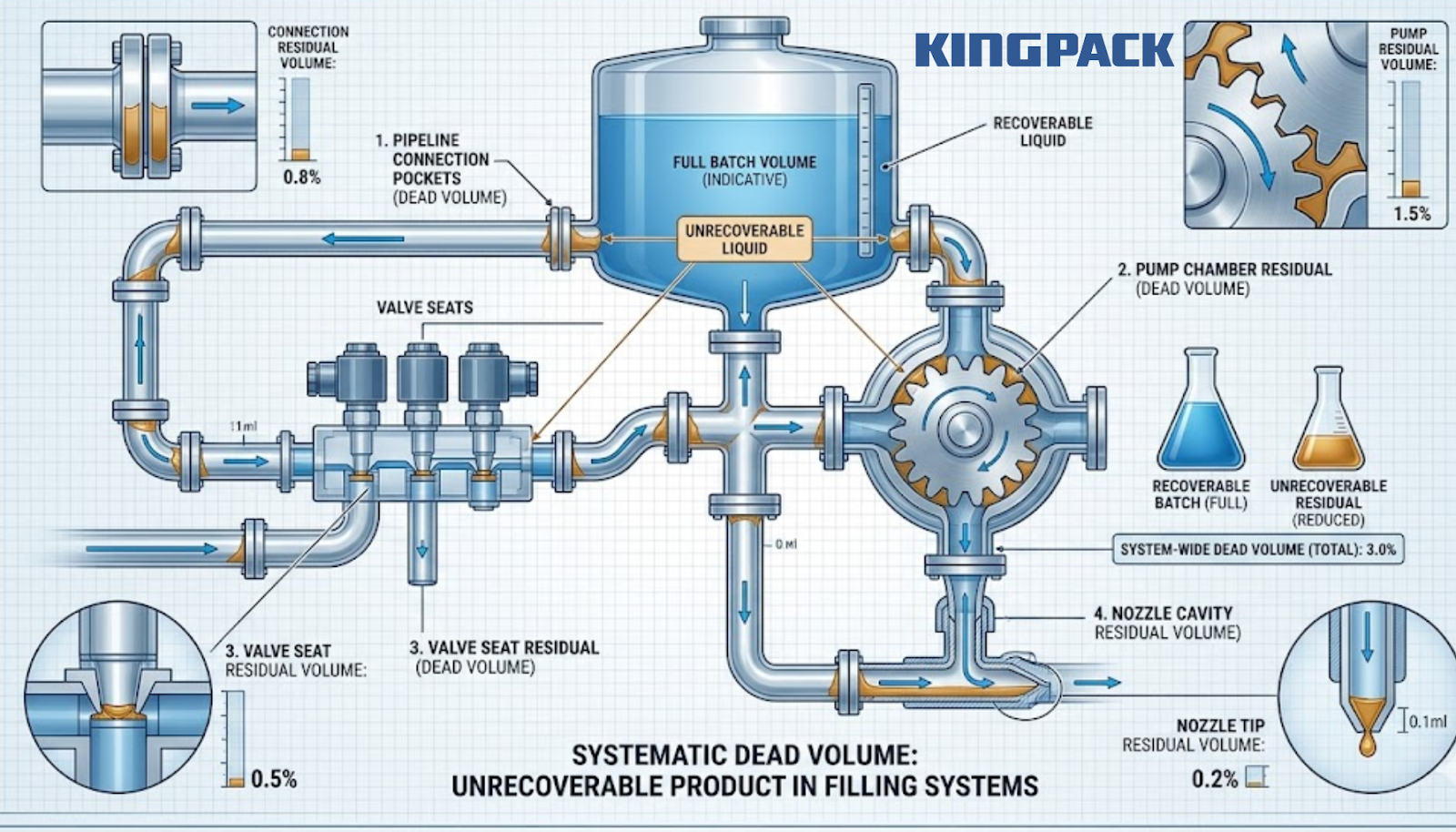
Dead volume refers to the liquid that cannot be delivered to a container during production. It stays trapped in the system rather than ending up in a filled pipette or ampoule.
It appears in three forms in a typical veterinary liquid filling machine:
- Residual product trapped inside pipelines, elbows, and connection fittings between the tank and the filling head
- Unrecoverable liquid held inside pump chambers, valve seats, and nozzle cavities at the end of each fill cycle
- Remaining material left in the system at the end of a production batch, which cannot be pushed through without contaminating the next batch
These three forms are distinct in cause but identical in consequence: usable, expensive formulation that exits the batch as waste.
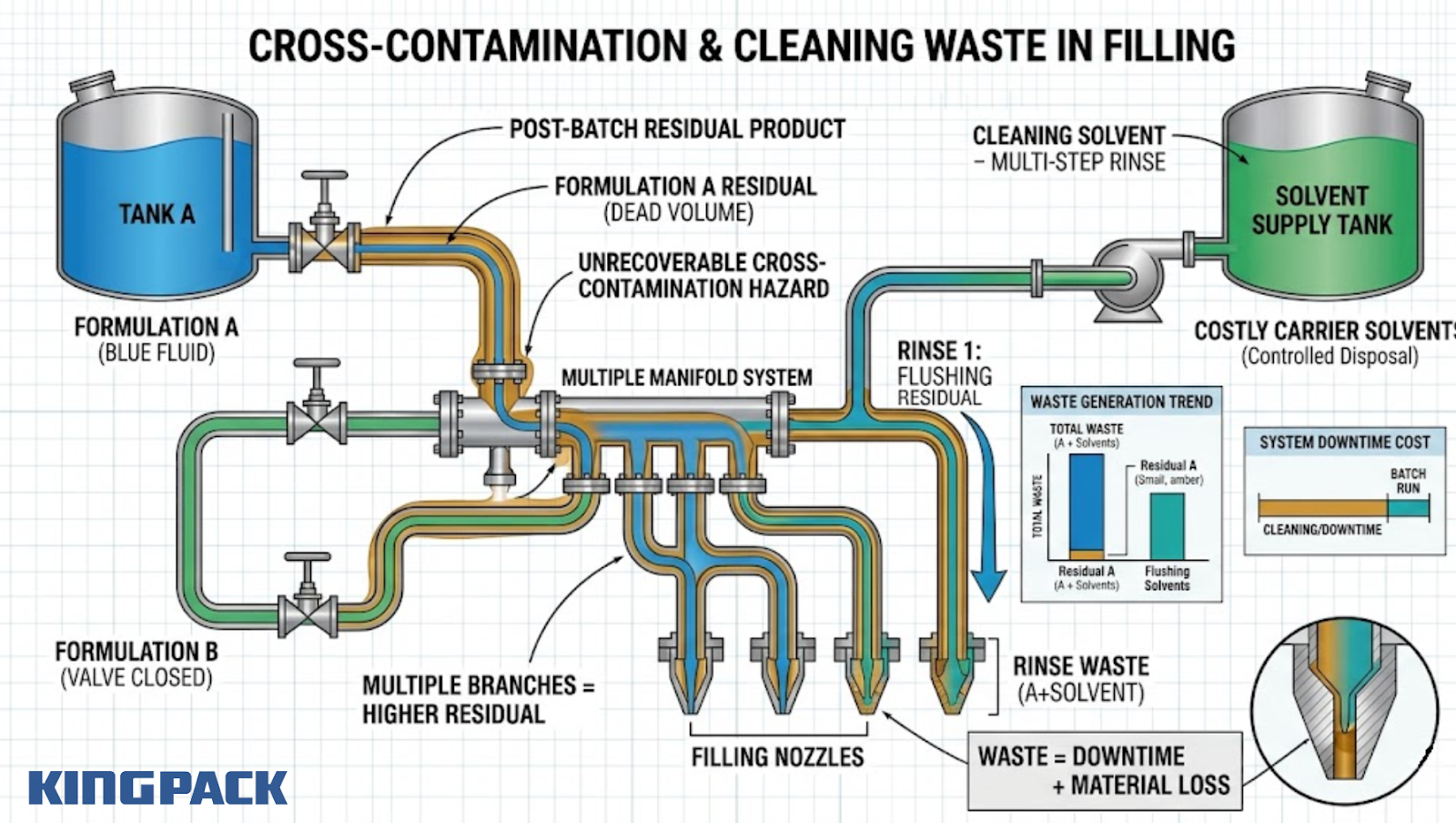
It is worth separating dead volume from two related but different concepts. Changeover residue is the product deliberately flushed from the line when switching between formulations to prevent cross-contamination.
Line flushing waste is the liquid used to prime or purge the filling system at the start and end of a run. Both add to total product loss, but they are managed differently from structural dead volume, which is determined by the physical design of the filling system itself.
Recommended Reading: No More Overflow: Bottom-Up Filling Technology for High-Foam – King Pack Machinery
Why Dead Volume Matters More in Veterinary Anti-Parasitic Production
Dead volume exists in every liquid filling system. The question is how much it costs per batch. In many industries, the answer is acceptable because the formulation is inexpensive.
In veterinary anti-parasitic production, the answer is often not acceptable at all.
The active ingredients in spot-on and deworming formulations are specialty chemicals. According to Reanin, standard analyses of pharmaceutical manufacturing costs assume that approximately 10% more API is needed than the stated dosage, to account for loss in the vial and ampoule filling process. For a low-cost formulation, 10% API overage is a manageable line item. For a high-cost antiparasitic active ingredient, it is a significant annual expense.
The problem compounds with micro-dose packaging. A spot-on filling machine producing 0.5 ml to 5 ml pipettes is working with fill volumes where even a few milliliters of dead volume per batch represents a meaningful percentage of total batch yield. At high batch frequency, that loss multiplies quickly across a production year.
The Hidden Cost of Dead Volume: How It Impacts Annual Profit
Direct Material Loss
The financial case for minimizing dead volume in a precision pump filling system is straightforward to calculate. Consider a veterinary manufacturer producing oil-based anti-parasitic spot-on treatments with a formulation cost of $800 per liter. This is a realistic figure for formulations containing active ingredients like fipronil or selamectin.
If the filling system retains 2 liters of unrecoverable product per batch, and the manufacturer runs 4 batches per week across 48 production weeks per year, the annual material loss from dead volume alone is:
2 liters x $800 x 4 batches x 48 weeks = $307,200
Even at a more conservative formulation cost of $200 per liter and 1 liter of dead volume per batch, the same calculation produces $38,400 in annual loss. That figure is entirely preventable through precision pump and pipeline design.
According to SNS Insider, careful mapping of the fill process followed by changes in working procedures and the choice of optimized fluid flow paths resulted in a more than 10-fold decrease in product waste. The same principle applies directly to veterinary liquid filling machine design: reducing the internal volume of the wetted pathway reduces the product that cannot be recovered.
| Formulation Cost (per liter) | Dead Volume per Batch | Batches per Year | Annual Loss |
| $200 | 1 liter | 192 | $38,400 |
| $500 | 1.5 liters | 192 | $144,000 |
| $800 | 2 liters | 192 | $307,200 |
Cross-Contamination and Cleaning Waste
Dead volume creates a secondary cost beyond direct material loss. The more product remains in the system after a batch, the more flushing solvent is required to clean the wetted pathway before the next batch or formulation can run.
Longer cleaning cycles mean longer downtime between batches. More solvent consumption adds direct material cost and increases waste disposal requirements. For oil-based anti-parasitic filling specifically, the carrier solvents used in most spot-on formulations are not cheap, and they require controlled disposal.
According to Grand View Research, reducing product hold-up in the fluid path through optimized fill tubing lengths is a key strategy for minimizing dead volume and end-of-fill losses in high-value pharmaceutical production. The same logic applies to veterinary GMP filling lines handling costly antiparasitic formulations.
Accuracy Deviation During Low Material Level
As a batch nears completion, the volume of formulation remaining in the supply tank drops. In systems with long pipelines or poorly designed suction inlets, the drop in liquid level creates inconsistent suction pressure at the pump inlet.
This pressure variation causes fill volume to drift during the final phase of each batch. Air begins to enter the suction line before the tank is visually empty, creating air pockets inside the pump chamber. Each air pocket displaces product, producing underfilled units.
The result is a double loss: the product left in the tank cannot be recovered, and the units filled during the low-level phase fail accuracy requirements. Both outcomes increase the rejection rate on the batch and reduce the usable yield from every production run.
Recommended Reading: Tube Packaging Solutions in the Pet Care Industry: King Pack’s Advanced Manufacturing Standards – King Pack Machinery
Engineering Solutions: How Precision Pumps Minimize Dead Volume
Precision Pumps for Micro-Dose Filling Based on Estimated Weight
The servo-driven piston pump is the most effective option for minimizing dead volume in oil-based anti-parasitic filling. The reason is structural. A piston pump works on positive displacement. The piston sweeps through the cylinder and pushes the set drug volume forward. At the end of the stroke, the chamber is almost empty.
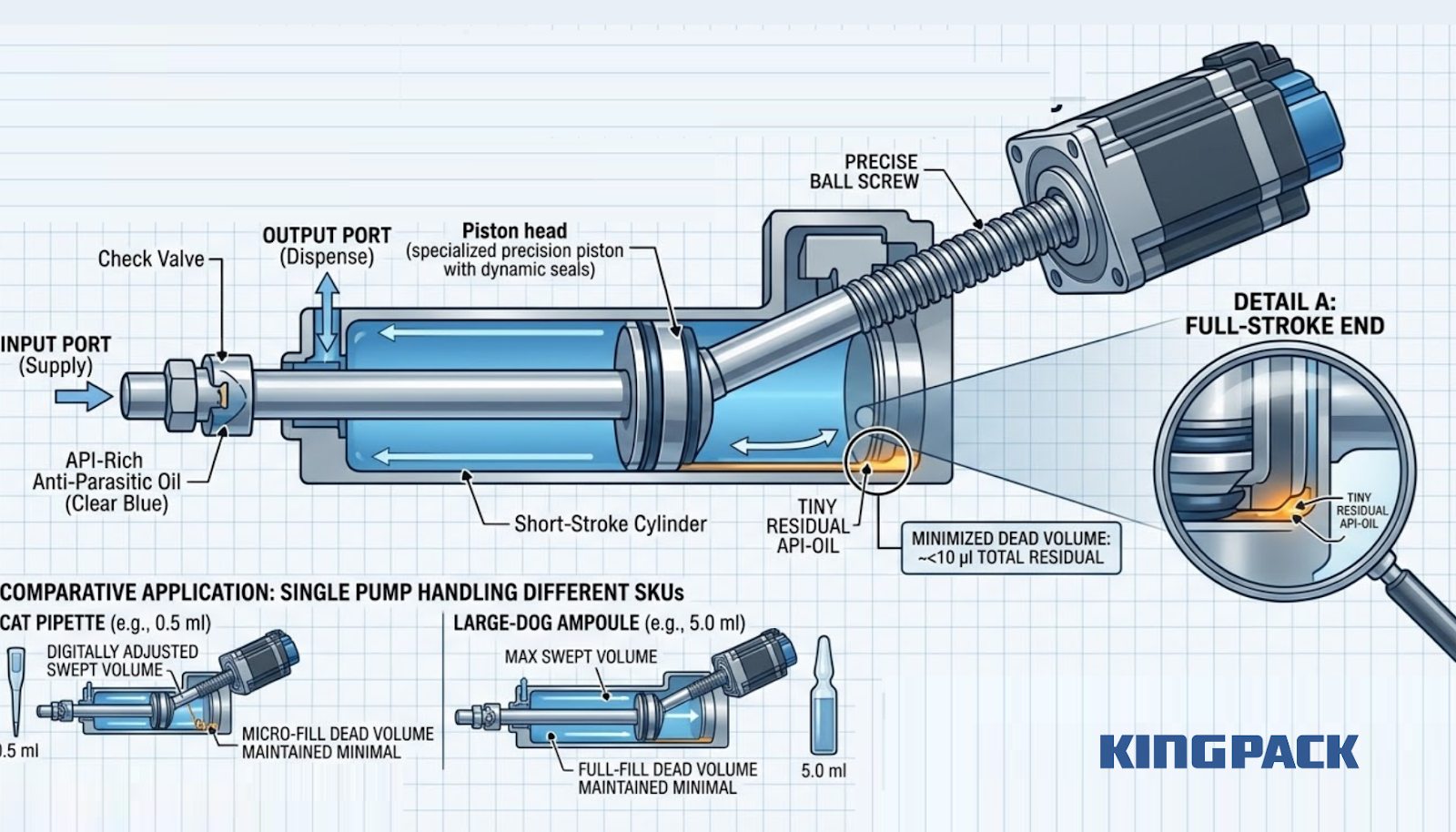
In a short-stroke design, the internal space is kept small while still covering the required dose range. Less internal space means less leftover drug after each cycle. This directly supports accurate dosing for veterinary drugs, where every mg ml of concentration is calculated based on body weight.
The servo motor allows the stroke to be set digitally. The same pump can handle different drug doses across SKUs without internal changes. A 0.5 ml pipette for a small animal and a larger format for higher weight ranges can run on the same system. This keeps the total volume inside the pump low at each setting, which reduces loss and supports consistent treatment.
This is the core design behind our systems at King Pack. These pumps are built for micro-volume oil-based drug filling, where high API cost and small dose size make even minor loss important for the patient outcome.
Compact Pipeline Layout and Reduced Hose Length
The pipeline between the tank and filling head is another source of dead volume. Every hose and valve holds unused drug at the end of a batch. That unused volume cannot be delivered to the patient, which affects efficiency and cost.
Our systems use the shortest path between tank and nozzle. This reduces hold-up volume and keeps flow stable. Fewer bends and fittings lower the risk of variation in fluid rate. For veterinary technicians, stable flow supports predictable dose delivery during production.
A shorter line also improves control over concentration and reduces the need to adjust based on several factors like pressure drop. This helps teams double check output against veterinarian’s instructions and package insert values.
Bottom Outlet Tank Design with Full Drainage & Fluid Bag
The tank is often the largest source of unused drug. Standard tanks leave liquid below the outlet level. That leftover volume cannot be pumped out during normal operation.
Our tanks use a conical bottom with a low outlet point. This allows full drainage under gravity. The pump pulls from the lowest point, so nearly all drug is used. This supports correct drug calculations and reduces waste tied to dose production.
The outlet design also removes areas where liquid can stay trapped. This improves cleaning and keeps concentration stable for the next batch. It also reduces risk of over dosing or underfilling caused by mixed residue.
Anti-Drip and Vacuum Suction Nozzle System
At the nozzle, dead volume appears as a droplet left after each fill. In standard systems, this droplet may fall into the container or stay on the tip. That creates variation in dose and affects accurate dosing.
Our nozzles use vacuum suction cut-off. At the end of each stroke, a short vacuum pulls the remaining drug back into the nozzle. The tip stays clean. The recovered liquid returns to the next cycle instead of being lost.
This reduces variation between fills and keeps each dose aligned with the calculated target based on patient’s weight. In veterinary medicine, even a small difference in mg ml can lead to serious consequences, so this control is critical for safe and reliable treatment.
Precision Pump Types for Veterinary Oil-Based Filling Drug Doses
Selecting the right pump type for a veterinary GMP filling line depends on the formulation, the fill volume, and the accuracy requirement. The table below summarizes the three main options:
| Pump Type | Best For | Accuracy Capability | Dead Volume Level |
| Servo Piston Pump | High-viscosity oil-based spot-on, micro-dosing 0.5 ml to 5 ml | ±1% or better | Very low |
| Peristaltic Pump | Sterile applications, small batch flexibility, aqueous formulations | ±1% to ±3% | Low to medium |
| Gear Pump | Continuous flow, medium-viscosity products, pre-feed supply | ±2% to ±5% | Medium |
For oil-based anti-parasitic filling at micro-dose volumes, the servo piston pump is the correct choice in almost every scenario. It combines the lowest dead volume, the highest fill accuracy, and the best compatibility with the viscous solvent carriers used in most spot-on formulations.
Peristaltic pumps are appropriate for sterile production where the product must not contact the pump mechanism, but they are less suited to high-viscosity oils and do not achieve the ±1% accuracy standard required for antiparasitic spot-on dosing at production speed.
Gear pumps serve well as pre-feed supply pumps, maintaining stable pressure to the filling head from the bulk tank. They are not typically used as the primary dosing mechanism for micro-volume spot-on filling.
Recommended Reading: How Small Pet Pharma Factories Can Cut Costs: ROI Analysis of Drop Filling Machine Investment – King Pack Machinery
Real ROI: How Minimizing Dead Volume Improves Factory Efficiency
The return on investment from a precision pump filling system optimized for low dead volume comes from multiple directions simultaneously.
Direct product recovery reduces the volume of high-cost API formulation lost per batch. Shorter cleaning cycles reduce solvent consumption and increase available production time per shift. Lower rejection rates from improved accuracy stability reduce the cost of non-conforming units and the regulatory burden of investigating batch failures.
The table below illustrates a realistic ROI scenario for a mid-scale veterinary manufacturer switching from a standard filling system to a precision pump filling system optimized for dead volume reduction:
| Cost Category | Standard System | Precision Pump System | Annual Saving |
| Product loss per batch (2 liters at $500/liter) | $1,000 | $200 | $153,600 |
| Cleaning solvent cost per batch | $150 | $60 | $17,280 |
| Batch rejection rate (3% vs 0.8%) | High | Low | Variable |
| Total estimated annual saving | $170,000+ |
At that level of annual saving, the payback period on precision pump filling equipment is typically well under 12 months for a manufacturer running at medium to high production volume.
GMP Considerations for Veterinary Filling Systems for Veterinary Technicians
A veterinary GMP filling line must meet requirements that go beyond fill accuracy. Every dosage delivered to a patient is calculated based on weight, often in mg per kilogram, so the system must support how each specific dose is measured and determined.
The materials, surface finish, and cleaning design of the wetted path all affect release decisions and inspection results. This is a key responsibility for veterinary technicians who rely on stable data and a clear method to confirm each treatment is correct.
Our precision pump systems use 316L stainless steel for all wetted parts. This material handles contact with solvents used in veterinary medication and supports safe handling of liquids that may vary in concentration. Internal surfaces are electropolished to reduce adhesion.
This allows full cleaning without residue, even when a small amount of product remains after a batch. It also supports use cases where rinsing with sterile water is required between runs.
All wetted parts are designed for tool-free disassembly. The piston, cylinder, valve, and nozzle can be removed for inspection. Each part can be checked against the required defined standard before the next batch. Reassembly follows a fixed sequence, which reduces error at the site and keeps the system ready for the next treatment cycle. This extra step helps teams stay aware of any issue before restarting the line.
This design supports validation work across batches. It aligns with how actualdosage is calculated and confirmed in practice, similar to guidance found in the Saunders Handbook. It also supports documentation for cleaning validation and equipment checks.
For patients within the same species but different weight ranges, the system keeps each quantity consistent, so every unit can be safely administered as intended.
Recommended Reading: Tube Packaging Solutions in the Pet Care Industry: King Pack’s Advanced Manufacturing Standards – King Pack Machinery
Why King Pack Precision Filling Systems Are Optimized for Low Dead Volume for Veterinary Drugs

KPHX-50 secondary casting filling machine – King Pack Machinery
At King Pack, minimizing dead volume is a design requirement, not an afterthought. Every element of our veterinary liquid filling machine configuration is reviewed for its contribution to the wetted pathway volume, from tank outlet geometry to nozzle tip design.
Our pharmaceutical and medical filling lines for oil-based anti-parasitic production are built around four specific engineering priorities:
- Servo-controlled precision dosing with short-stroke piston pumps that minimize internal chamber volume at every fill size
- Full-drain conical tank design with bottom outlet valve for complete batch evacuation
- Compact direct-route pipeline configuration that reduces hold-up volume between tank and nozzle
- Vacuum suction anti-drip nozzle system that recovers residual liquid at cut-off rather than losing it as waste
These are not optional upgrades. They are standard design features on our spot-on filling machine configurations for veterinary production.
For manufacturers currently operating a standard filling system, the dead volume in their existing equipment is a measurable, quantifiable annual cost. We can help calculate that figure based on your formulation cost, batch size, and production frequency, and show exactly how a precision pump filling system would change it.
Minimizing dead volume in a veterinary liquid filling system is a direct profitability decision. The engineering solutions exist. The ROI is calculable. The compliance benefits are real.
Contact King Pack to evaluate your current filling system and find out how much product loss you can recover through precision pump optimization.
