 Skip to content
Skip to content 
Producing multiple pet drop formulas on a single production line introduces hidden risks. Each API, from fipronil to ivermectin to selamectin, carries its own toxicity profile. Even trace contamination can compromise animal health, violate regulatory standards, and damage brand reputation.
At King Pack, we focus on hygienic liquid filling design and integrated CIP (Clean-in-Place) systems to eliminate cross-contamination. Our pet drop production lines are engineered to allow multi-formula runs with maximum safety, repeatability, and compliance. This article explains why cross-contamination occurs, how CIP and sanitary engineering solve the problem, and how manufacturers can benefit operationally and commercially.
Recommended Reading: Tube Sealing and Coding Technology Guide 2026: Achieving High-Integrity Seals and Serialization Compliance – King Pack Machinery
Why Cross-Contamination Is a Critical Risk in Pet Pharma
Cross-contamination is more than a cleanliness issue. In multi-product pet drop lines, it directly affects product quality and safety. A single residual drop of a previous API can deliver a toxic dose to the next batch. This is particularly critical in parasite treatment formulas, where overdosing or combining actives can harm animals.
Regulatory bodies treat cross-contamination as a serious compliance breach. Veterinary GMP and FDA cGMP guidelines require validated cleaning between batches. Failure can lead to fines, mandatory recalls, and operational shutdowns.
Moreover, the reputational cost for a brand selling contaminated pet medication can be devastating, affecting consumer trust and business growth.
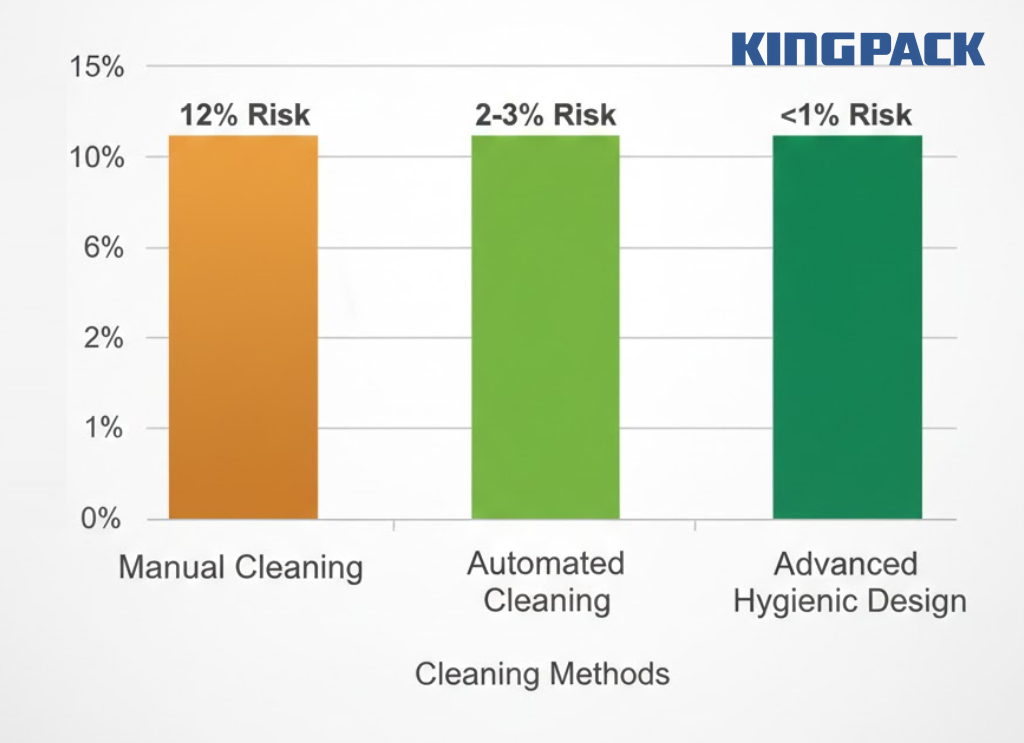
According to experts, up to 12 percent of small-scale multi-product pet drop lines experience measurable cross-contamination when relying solely on manual cleaning. For contract manufacturers handling multiple parasite medications, automated cleaning and hygienic design are no longer optional—they are essential.
Typical Scenarios That Cause Residual Contamination
Even well-trained operators cannot always prevent contamination without the right systems. Several common scenarios create risk:
Switching Between Different Active Ingredients
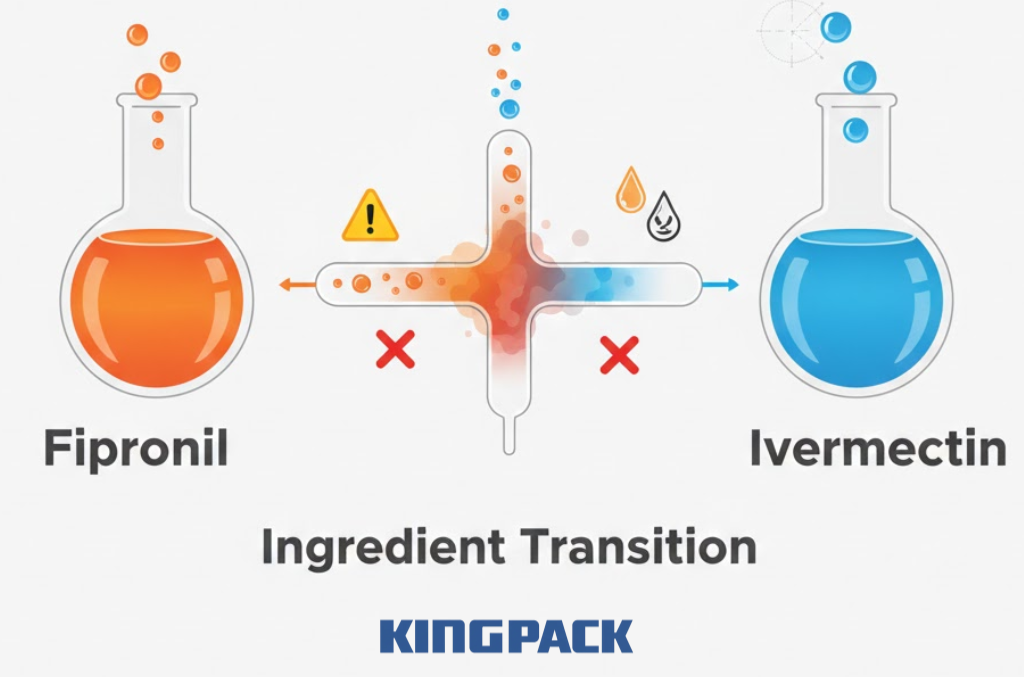
Every API has unique solubility, viscosity, and surface adhesion properties. During sequential runs—fipronil followed by ivermectin, for example—residual droplets or thin films can remain in pumps, tubing, or nozzles. Without proper cleaning, these residues transfer to the next batch, risking toxicity and non-compliance.
Hidden Dead Zones in Liquid Filling Systems
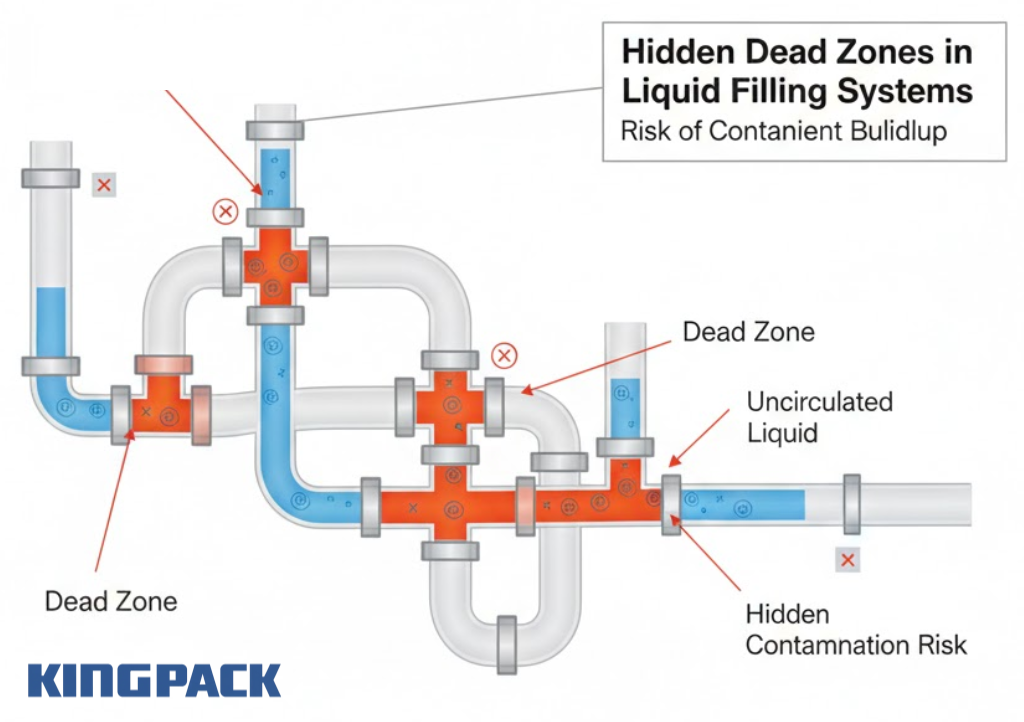
Dead zones are areas where liquid stagnates, including elbows in piping, valve cavities, and pump chambers. Traditional designs often leave these zones inaccessible for cleaning. Residual product can cling to these surfaces and accumulate over time, especially with viscous oils or sticky excipients.
Recommended Reading: The Realities of Recapping Single-Use Eye Drop Vials – King Pack Machinery
Manual Cleaning Limitations
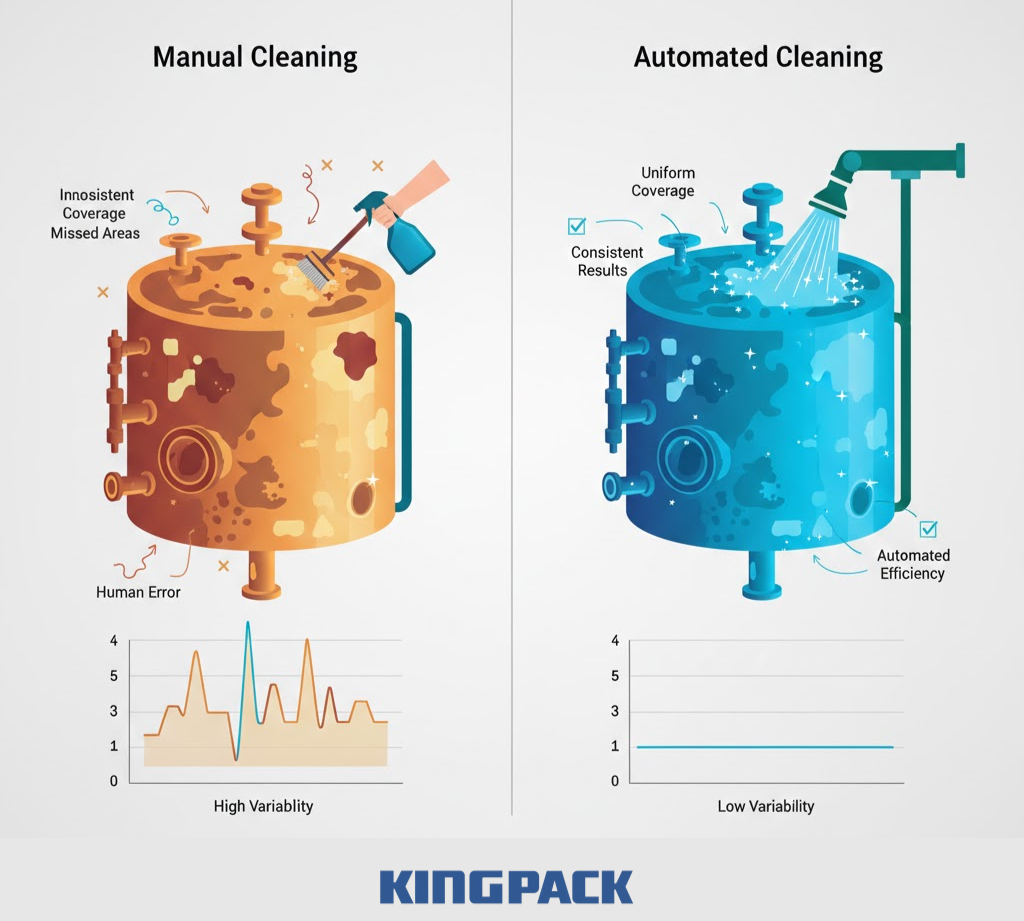
Manual cleaning introduces variability. Operator technique, cleaning duration, and water or detergent quality affect results. A line cleaned manually may still have pockets of residue, and repeated manual handling increases labor costs and downtime.
- Inconsistent results between shifts
- Time-consuming processes reducing throughput
- Operator-dependent outcomes and higher error risk
King Pack addresses these issues through fully automated CIP systems and hygienic engineering that remove dead zones and allow repeatable, validated cleaning.
What Is CIP (Clean-in-Place) for Liquid Filling Lines?
Clean-in-Place (CIP) is the gold standard for cleaning multi-product pet drop lines. Instead of disassembling equipment, automated cleaning circulates detergent and rinse water through the system, reaching every internal surface.
Definition and Working Principle
CIP uses controlled flow, temperature, and chemical cleaning agents to remove product residue. Pumps circulate solutions through piping, valves, nozzles, and tanks without opening the line. This reduces manual handling, exposure to chemicals, and cleaning errors.
During a CIP cycle, the system can monitor temperature, flow rate, and pressure to ensure the cleaning solution contacts every internal surface. Automated sensors verify completion and generate documentation for regulatory compliance.
Typical CIP Process Steps

A standard CIP cycle for pet drop production includes:
- Pre-rinse: Removes loose product residues from lines.
- Detergent wash: Breaks down oils, surfactants, and sticky actives.
- Hot water rinse: Eliminates residual detergent and solubilized product.
- Drying: Air or filtered nitrogen flush prepares the line for the next product.
Each step is programmable and monitored via PLC, ensuring repeatable cleaning for multi-formula production.
Why CIP Is Superior to Manual Cleaning
CIP reduces risk and improves efficiency. Manual cleaning cannot consistently reach hidden areas or verify complete residue removal. CIP systems are validation-ready, producing repeatable, documented cleaning cycles that satisfy GMP and FDA cGMP requirements.
Hygienic Liquid Filling Design for Pet Drops
CIP is only effective when paired with sanitary line design. Hygienic engineering removes surfaces and angles where residues could remain and allows for rapid, thorough cleaning.
Hygienic Liquid Filling Design for Pet Drops
CIP effectiveness depends on a fully hygienic line design. Smooth, sanitary piping, fully accessible Container Conveyance, and carefully engineered transitions prevent residues from accumulating.
Hygienic design ensures rapid and thorough cleaning between formulations, supporting safe administration of liquid medication and ophthalmic suspensions like eye drops.
Dead-Angle-Free Piping Structure
Continuous inner surfaces and sanitary welding in SS316L or high-alloy stainless steel piping prevent product adhesion. Avoiding elbows, sharp bends, and dead corners allows cleaning solutions to reach every area, reducing bacterial buildup and contamination pockets.
King Pack designs Viscous Liquid Filling Machines with these principles, ensuring reliable handling of corneal ulcer treatments, eye ointments, and Prednisolone Acetate suspensions.
Pump and Valve Selection
Peristaltic pump pipelines or piston filling machines with short flow paths maintain product integrity and reduce stagnation. Filling valve heads and volumetric pistons are designed to handle liquid medication and ophthalmic suspensions without contamination risk.
Wall-sweeping designs further minimize residual product, allowing accurate dosing for pet medicine, veterinary ophthalmology applications, or medicated food preparations.
Quick-Disconnect Product Contact Parts
Operator safety and changeover efficiency are enhanced with quick-disconnect fittings. Product-contact parts like filling nozzles and feed cylinder structures can be removed and reattached easily, supporting multiple SKU runs.
This design minimizes human error, simplifies inspection, and ensures consistent hygiene for eye gunk treatments, dry-eye disease formulations, and other liquid medications.
Single-Use Tubing vs CIP Systems
For some high-risk APIs, single-use tubing offers zero-residue assurance. However, for high-volume multi-product lines, CIP is often more cost-effective and sustainable.How to Choose the Right Cleaning Strategy
- Volume: Small, niche batches may benefit from disposable tubing. High-volume production favors CIP.
- API Toxicity: Extremely potent actives may require single-use components.
- Changeover Frequency: Frequent switching favors automation to reduce downtime and error.
King Pack provides both approaches, tailoring solutions to client production profiles and regulatory requirements.
Preventing Cross-Contamination Across the Entire Line
Cleaning alone is not enough. Cross-contamination can occur at any point where the product contacts equipment, from filling to capping. King Pack designs production lines that integrate hygienic engineering, proper fluid handling, and automated verification to ensure safe multi-formula operation.
Filling, Plugging, and Capping Zones
Residues tend to gather at Filling Nozzles or plug insertion points. King Pack systems use diving nozzles, suck-back functions, and automated blow-off to remove leftover liquid after each fill. This prevents dripping onto bottle caps or threads, protecting subsequent batches.
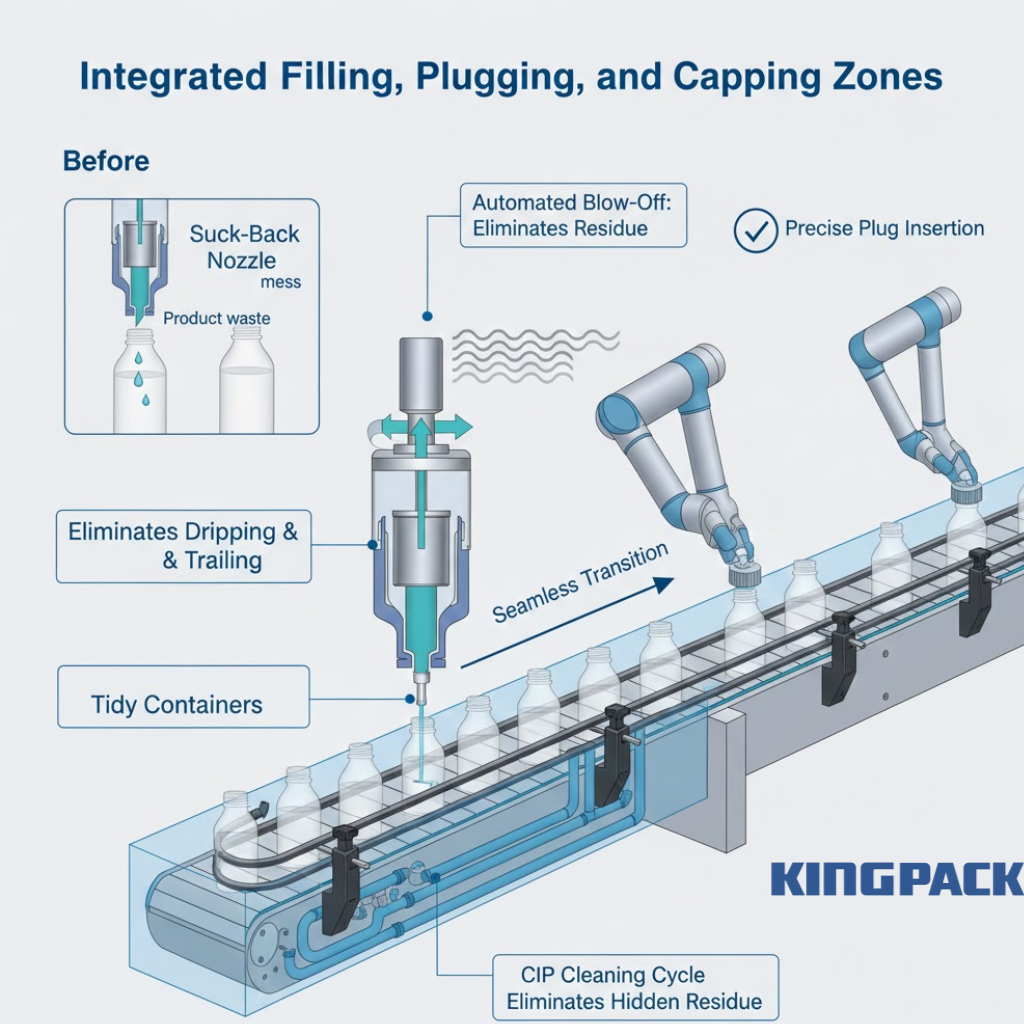
Smooth transitions between piston filling or peristaltic pump pipeline stations and Capping modules reduce manual handling and product exposure. CIP cycles are programmed to circulate cleaning agents throughout these zones, eliminating hidden residue.
Transfer Pumps and Buffer Tanks
Buffer tanks and product transfer pumps are potential hotspots for cross-contamination. Dead zones, valves, and stagnant fluid areas can harbor API residues. King Pack equips lines with pumps that support wall-sweeping flows and tanks with sloped designs for full drainage.
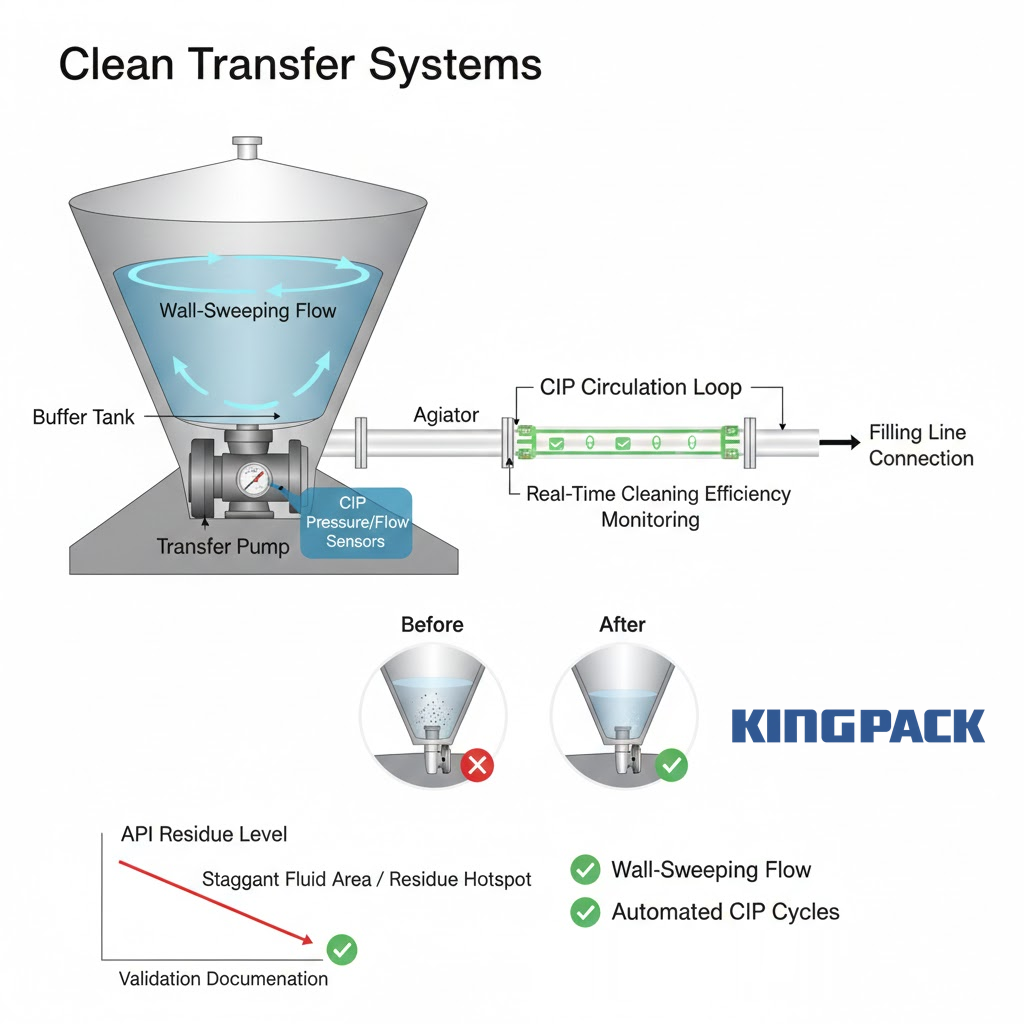
Circulation loops are included in CIP cycles, ensuring that every inch of the transfer system is cleaned before switching formulas. Pressure and flow sensors monitor cleaning efficiency in real time, supporting validation documentation.
Nozzle Cleaning and Suck-Back Design
Suck-back nozzles are essential for viscous or high-potency APIs. After each fill, a small negative pressure draws residual drops back into the fill line or dedicated drain system. This prevents drips from contaminating containers or downstream surfaces.
Automated nozzle cleaning can also be integrated. King Pack systems circulate detergent or rinse water through each nozzle during CIP cycles, reducing manual intervention and maintaining consistent hygiene standards.
Inline Verification and Flushing
Inline sensors monitor flow, volume, and contamination indicators. If a residue threshold is exceeded, the system triggers an automatic flush. Real-time verification ensures that each container is filled with the correct API and that no cross-contamination occurs.
Compliance with Veterinary GMP and FDA Standards
Regulatory compliance is essential for multi-formula production of veterinary products, liquid medication, and ophthalmic suspensions. King Pack Viscous Liquid Filling Machines and complete lines are engineered to meet veterinary GMP, FDA cGMP, and other global guidelines for cleaning, traceability, and dosage verification.
Veterinary GMP Cleaning Validation
Cleaning validation is critical whenever a line handles multiple APIs, eye ointments, or medicated food formulations. King Pack equips lines with CIP systems capable of producing digital cleaning records and validation reports. Each stage—including pre-rinse, detergent wash, hot water rinse, and drying—is logged and monitored, ensuring traceability for fluorescein stain test treatments, dry-eye disease drops, and other liquid medications.
FDA cGMP Expectations for Multi-Product Lines
The FDA requires documented cleaning procedures, traceable cycles, and verified changeovers for multi-product operations. Hygienic design, dead-angle-free piping, quick-disconnect product contact parts, and validated CIP systems simplify audits, reduce cross-contamination risk, and maintain compliance across veterinary ophthalmology and pet medicine production.
Documentation and Traceability Support
King Pack lines include PLC and HMI integration to document each cleaning cycle automatically. Batch-specific logs provide traceability from start to finish, including cleaning solution type, temperature, duration, and flow rates. These records are critical for internal audits, regulatory inspections, and client reporting.
Recommended Reading: Pesticide Liquid Filling Machine Guide: Working, Types, and Buying Tips – King Pack Machinery
Example Changeover Workflow with CIP
Efficient changeover is essential for multi-formula production. The workflow below demonstrates how King Pack systems prevent cross-contamination while minimizing downtime:
- Product End Flush: The previous formula is completely drained and residual product is returned to the dedicated containment area.
- CIP Cycle Execution: Automated cleaning solution circulates through the line—pipes, pumps, valves, and nozzles. Detergent concentration, flow rate, and temperature are monitored.
- Rinse Verification: Sensors check for residual product or detergent. Multiple rinse cycles may be applied depending on API potency.
- Ready-for-Next-Product Release: After drying, the line is validated, and the next formula can be safely filled.
Workflow Diagram (Conceptual)
How King Pack Prevents Cross-Contamination in Pet Drop Lines
King Pack integrates CIP and hygienic design principles across every module to eliminate cross-contamination risks. Our approach combines engineering expertise, validated systems, and customization for multi-formula production.
Integrated CIP Modules
CIP modules are fully automated and programmable. Lines can store multiple CIP recipes tailored to different APIs, ensuring chemical compatibility and proper cleaning parameters. Digital monitoring confirms completion and generates validation records.
Hygienic Engineering Standards
All product-contact surfaces are stainless steel or certified anti-corrosive materials. Sanitary welding, dead-angle-free piping, and wall-sweeping pump designs prevent residue accumulation. Quick-disconnect fittings allow inspection and minor maintenance without exposing the line to contamination.
Custom Design for Multi-Formula Production
King Pack works with manufacturers to design lines that match production profiles. Tank volumes, pump types, nozzle designs, and CIP recipes are customized based on batch size, API toxicity, and changeover frequency. This ensures safety without compromising throughput.
Recommended Reading: What Is a Planetary Mixer? – King Pack Machinery
Business Benefits for Pet Pharma CMOs
Investing in hygienic liquid handling and cross-contamination prevention delivers measurable operational and commercial advantages for veterinary products and liquid medication production.
Reduced Risk of Recalls: Using SS316L materials, dead-angle-free piping, and quick-disconnect product contact parts ensures thorough cleaning and verification. This minimizes the risk of cross-contaminated batches in pet medicine, ophthalmic suspensions, or eye ointment production.
Faster Product Changeover: Modular design and fully automatic Viscous Liquid Filling Machines with piston filling or peristaltic pump pipelines allow rapid SKU swaps. Quick access to filling valve heads and feed cylinder structures reduces downtime and supports higher production flexibility for medicated food, canned food, or liquid medication lines.
Compliance Confidence: Traceable in-line cleaning cycles, documented via dosage instructions and veterinary ophthalmology protocols, support audits and regulatory submissions. This is particularly important for treatments such as dry-eye disease drops, corneal ulcer suspensions, or Prednisolone Acetate eye gunk therapy.
Lower Cleaning Labor Cost: Automation of cleaning, combined with sanitary design and smooth container conveyance, reduces operator involvement. Efficiency increases while fatigue-related errors decline, ensuring high-quality output across liquid products, eye ointments, and other pet pharmaceutical formulations.
FAQ – Multi-Product Pet Drop Line Cleaning
What causes cross-contamination in filling lines?
Residues in dead zones, leftover drips from IV line or subcutaneous fluids, or improperly cleaned pumps, valves, and feed cylinder structures are the main sources.
How does CIP work in pet pharma equipment?
CIP automates circulation of detergent and rinse solutions through the line without disassembly. It ensures consistent cleaning for oral medications, eye ointments, or fluorescein stain test suspensions used in veterinary ophthalmology.
Is disposable tubing better than CIP?
It depends on API toxicity, batch size, and production frequency. Single-use tubing can prevent residue for feline herpesvirus treatments or autoimmune reaction medications but may be costly for high-volume liquid medication lines.
How long does a CIP cycle take?
Cycle time varies by line length and complexity. Multi-product pet drop lines typically complete cleaning in 30–60 minutes.
Can one line safely run different medications?
Yes. With validated CIP, hygienic Viscous Liquid Filling Machines, dead-angle-free piping, and documented procedures, one line can handle multiple APIs safely, including treatments for inflammation abrasions, kidney disease, or chronic vomiting and diarrhea.
Conclusion
Cross-contamination prevention is essential in multi-formula pet drop production. Even trace residues can harm pets, compromise compliance, and damage brand reputation. Manual cleaning alone is insufficient for modern multi-product operations.
King Pack addresses this challenge through integrated CIP systems, hygienic liquid filling design, and custom multi-formula production lines.
By combining sanitary engineering, automated verification, and documented cleaning cycles, we eliminate hidden contamination risks while improving efficiency. Contact us to discuss how our solutions can optimize your pet drop production line.
