 Skip to content
Skip to content 

Introduction
Not all tube filling is equal. Filling a light lotion into a 50 ml tube is a straightforward process. Filling a thick clay mask, a dense dental putty, or a heavily loaded topical gel into the same tube is a fundamentally different engineering challenge. Flow resistance, air entrapment, product tailing, and inconsistent dosing all become real production problems the moment viscosity climbs above 50,000 cps.
A standard plastic tube filling machine is not built for these conditions. The pump mechanism, nozzle geometry, and filling speed parameters that work for standard formulations break down when product viscosity is high enough that the material resists being moved.
This article covers the specific challenges of high viscosity tube filling, the engineering solutions that address them, and how to select the right equipment for thick gels, clays, and pastes.
Why High Viscosity Creates Unique Filling Difficulties
The global beauty and personal care products market crossed $615 billion in 2025 and is growing at a CAGR of over 6.5%, according to Research Nester. A meaningful and growing share of that market is moving toward high-viscosity formats: thicker moisturizers, clay-based masks, high-solid-content treatments, and cosmeceutical gels with active ingredient loadings that push rheological behavior well beyond standard formulation viscosities.
The cosmetic clay market alone was valued at $2.34 billion in 2024 and is projected to reach $3.29 billion by 2032 at a CAGR of 4.36%, according to Wise Guy Reports, driven by demand for natural skin care and mineral-based treatments. These products are routinely packaged in plastic tubes, and filling them requires equipment that can handle the physical reality of moving a material that does not want to flow.
High viscosity creates several specific filling problems:
- Flow resistance: Material above 100,000 cps does not flow under gravity. It requires positive pressure throughout the entire filling system, from hopper to nozzle.
- Air entrapment: Thick pastes trap air bubbles during mixing and transfer. Those bubbles appear as voids in the finished tube, affecting both aesthetics and fill weight accuracy.
- Tailing and dripping: When the nozzle retracts after filling, viscous material stretches into a tail rather than breaking cleanly. That tail contaminates the tube shoulder area and creates seal problems.
- Inconsistent dosing: Viscous materials resist the same pump stroke differently depending on temperature and batch variation. A system without active compensation for these variables produces fill weight variation that compounds across large production runs.
Understanding High-Viscosity Formulations in Plastic Tubes
Typical Products and Their Properties

High viscosity tube filling machine applications cover a wide range of product categories:
- Cosmetic clay masks and mineral treatment pastes: typically 200,000 to 800,000 cps
- Thick moisturizing creams and balms: 100,000 to 500,000 cps
- Dental putties and impression materials: 500,000 to over 1,000,000 cps
- Medical-grade topical ointments: 50,000 to 300,000 cps
- Industrial adhesive compounds and sealants packaged in plastic tubes: highly variable, often above 500,000 cps
- Hair styling clays and pomades: 150,000 to 600,000 cps
The adhesives and sealants market was valued at $78 billion in 2024 and is projected to reach $109 billion by 2031 at a CAGR of 4.8%, according to Persistence Market Research, with packaging representing one of the largest end-use application segments. A significant portion of industrial and consumer adhesive products are packaged in plastic tubes, many of which require high viscosity filling capability.
Viscosity Ranges and Behavior Under Shear
Viscosity is not a fixed number for most of these products. Many cosmetic and pharmaceutical pastes are shear-thinning: they behave as thicker fluids at rest but become less viscous when mechanical force is applied. This is useful for the filling process if it is managed correctly. Applied through a piston stroke, the product flows more easily into the tube. Once filling stops, the material recovers its higher resting viscosity, which maintains tube shape and prevents post-fill slumping.
Some industrial compounds are shear-thickening. They become more resistant to flow when force is applied. These require different pump configurations with lower operating speeds and larger pathway cross-sections.
Temperature also affects viscosity significantly in most of these formulations. A product that fills acceptably at 25°C may become unworkable at 20°C, and thermally sensitive actives may degrade above 35°C. Temperature control in the hopper and filling pathway is not optional for high-viscosity tube filling production.
Core Engineering Challenges for High-Viscosity Plastic Tube Filling
| Challenge | Cause | Engineering Response |
| Flow resistance | Material viscosity exceeds gravity-driven flow | Pressurized hopper, heavy-duty piston system |
| Air bubble voids | Air trapped in dense paste during mixing/transfer | Vacuum deaeration in hopper, slow controlled fill speed |
| Tailing and dripping | Material stretches at nozzle retraction | Anti-drip suck-back valve or shutter mechanism |
| Inconsistent fill weight | Temperature and batch viscosity variation | Heated pathways, servo-controlled stroke |
| Seal contamination | Product residue on tube tail | Clean cut-off nozzle geometry, tail wipe integration |
| Cavitation in pump | Starved material flow under suction | Positive pressure feed, oversized inlet pathway |
Ensuring Consistent and Accurate Dosing
A standard plastic tube filling machine or sealing machine typically uses volumetric dosing calibrated for normal-viscosity cosmetic products. In real production, especially in aluminum tubes, laminated tubes, and squeeze tubes, viscosity shifts can affect resistance inside the filling system. This leads to variation in each fill stroke, reducing consistent filling across the production line.
Modern tube filling and sealing machine systems solve this through servo-driven control in a fully automatic tube filling setup or automatic tube filler configuration. Instead of relying on flow behavior, the system controls stroke length directly. This allows sealing machine operations to maintain dosing accuracy even when handling empty tubes of different tube sizes.
In aluminum tubes and other packaging machines used across manufacturing industries, bottom up fill methods are often applied to improve accuracy and reduce air entrapment. This approach also improves production efficiency by reducing manual intervention during tube loading, tube feeding, and orientation control.
Our sealing machine systems are designed to work across tube filling and sealing applications with minimal variation, even at higher speeds, where machines operate continuously in demanding production environments.
Achieving Clean Cut-Off Without Tailing or Dripping

Tailing is a common defect in tube filling and sealing machine systems, especially when processing thick cosmetic products. After filling, the material stretches instead of breaking cleanly, which can contaminate sealing jaws, interfere with hot air sealing, or affect ultrasonic sealing performance in laminated tubes.
To maintain product quality, sealing machine designs use three main control methods:
- Suck-back systems create reverse pressure at the end of the stroke in tube filling and sealing operations, pulling material back into the nozzle.
- Shutter systems close the nozzle instantly to achieve a clean cut-off during sealing machine cycles.
- Nozzle geometry optimization improves flow separation across different tube sizes and materials.
These key features are essential in modern filling and sealing machine systems used in cosmetic products, where higher speeds and precise tube filling and sealing are required to maintain production efficiency and protect expiration dates on finished goods.
Preventing Air Bubbles and Voids
Thick pastes entrap air during mixing. Standard hopper agitation can introduce more air if paddle speed is too high relative to the material’s deaeration rate. The filled tube then contains voids that are visible at the tube shoulder or create inconsistent weight distribution.
Vacuum deaeration in the hopper removes entrained air before the material enters the filling cylinder. For sensitive formulations where vacuum would affect ingredient stability, slower fill speed combined with careful hopper design that minimizes air incorporation is the alternative approach.
Key Engineering Solutions in Modern High-Viscosity Plastic Tube Filling Machines
Heavy-Duty Piston and Positive Displacement Systems

Standard tube filling pumps are sized for product viscosity ranges up to approximately 20,000 to 30,000 cps. Above that, they lose volumetric efficiency as back pressure increases.
High viscosity tube filling machines use heavy-duty piston cylinders with larger bore diameters, stronger drive mechanisms, and pressurized product supply from the hopper rather than gravity feed.
Positive displacement piston systems are the correct mechanism for viscous pastes. The piston pushes product through a known volume on each stroke, independent of material resistance.
The key engineering variable is that the piston and cylinder must tolerate the mechanical loads generated by moving material at high viscosity, particularly during startup when the product pathway is cold.
Heated Hoppers and Product Pathways
Temperature control maintains consistent viscosity throughout the production run. Our high-viscosity plastic tube filling machine configurations include heated hoppers with temperature regulation and insulated or heated product pathways between the hopper and the filling cylinder.
For heat-sensitive formulations, temperature control serves a protective function as much as a flow optimization function. The system maintains product temperature within the safe range for active ingredient stability, not just within the range that optimizes flow behavior.
Servo-Driven Filling Systems with Real-Time Feedback
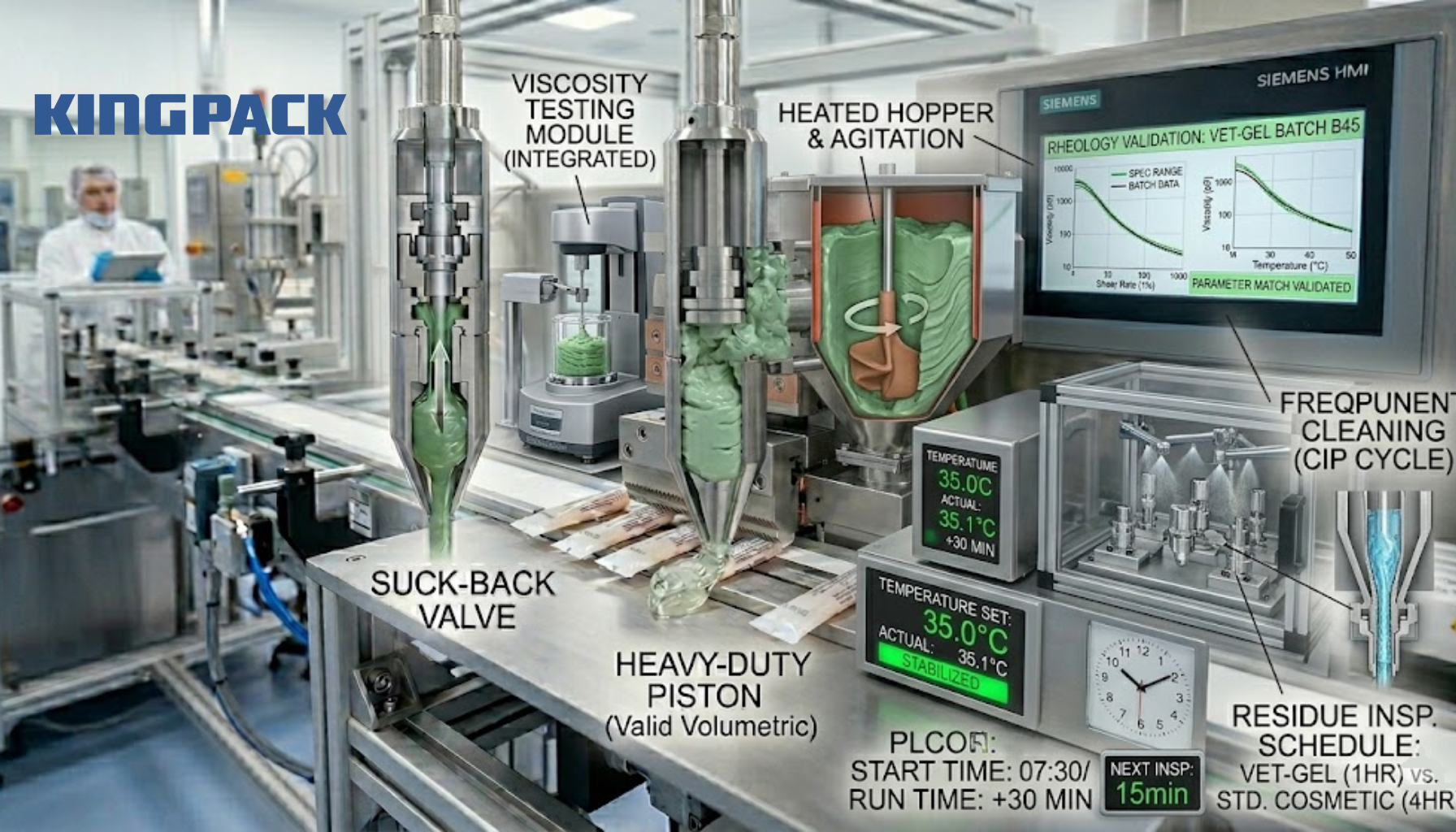
Servo drives allow fill volume adjustment from the HMI control panel without mechanical component exchange. For high-viscosity applications where product batches vary in flow behavior, the operator can fine-tune fill parameters without stopping production and opening the machine for mechanical adjustment.
Our cosmetics and personal care tube filling solutions incorporate servo-driven filling mechanisms configurable for the viscosity range of the specific product in production. Fill speed, stroke length, suck-back timing, and nozzle retraction speed are all independently controllable from the HMI.
Integration of Filling and Sealing for High-Viscosity Products
Sealing a plastic tube after filling a thick paste presents a specific problem that does not exist with standard formulations. The product fills up against the tube shoulder. If any material reaches the tube tail area, it prevents clean bonding during hot air sealing and creates a weak seal that fails under pressure.
Managing the transition from filling to sealing for high-viscosity products requires:
- Clean cut-off at the fill stroke end: The nozzle must retract without depositing material on the tube interior above the fill line.
- Controlled fill level: The fill volume must be set so that the product surface sits below the sealing zone without leaving excessive empty space.
- Tail wipe integration: For products prone to residue despite clean cut-off nozzle design, a mechanical wipe station between the fill and seal positions removes contamination from the tube tail interior.
Our plastic hose tail sealing machine configurations are validated for use with high-viscosity products and include adjustable hot air parameters optimized for the tube material and wall thickness in use, not fixed at cosmetic-standard laminate sealing parameters.

Liquid Foundation Filling and Capping Machine – King Pack Machinery
Comparison: Standard vs. High-Viscosity Optimized Plastic Tube Filling Machines
| Factor | Standard Plastic Tube Filler | High-Viscosity Optimized Machine |
| Pump mechanism | Standard volumetric or peristaltic | Heavy-duty piston, positive displacement |
| Temperature control | None or ambient | Heated hopper, insulated pathways |
| Fill accuracy at high viscosity | ±3 to 8% | ±1% with servo control |
| Anti-drip system | Basic or absent | Suck-back, shutter, or optimized geometry |
| Air bubble management | Not addressed | Vacuum deaeration option |
| Hopper feed | Gravity | Pressurized or auger-assisted |
| Changeover for viscosity change | Manual mechanical adjustment | HMI parameter adjustment |
| Seal contamination risk | High with viscous products | Managed through nozzle design and tail wipe |
Best Practices for Running High-Viscosity Materials on Plastic Tube Filling Machines
Pre-production viscosity testing and machine configuration: Provide the machine supplier with rheology data, including viscosity at different temperatures and shear rates, before equipment specification is finalized. A machine configured for the actual behavior of the product arrives at commissioning with validated parameters rather than requiring lengthy field calibration.

Temperature control and agitation strategies: Set and verify hopper temperature at least 30 minutes before production begins. For products with long thermal equilibration times, heating overnight at reduced temperature is more reliable than rushing to production temperature on the day.
Agitator speed should maintain product homogeneity without introducing air. For clays and mineral-loaded pastes, gentle slow-speed paddle agitation is usually correct.
Regular maintenance of product contact parts: High-viscosity materials leave residue in pump cylinders, nozzle pathways, and valve seats more aggressively than standard formulations.
Clean-in-place procedures and inspection schedules for piston seals and nozzle components should be set more frequently for thick product applications than for standard cosmetic filling.
When to Choose a Specialized High-Viscosity Plastic Tube Filling Machine
Choose a specialized high viscosity filling machine when:
- The product exceeds 50,000 cps at working temperature
- The formulation contains suspended particles, mineral loads, or clay that requires controlled mixing in the hopper
- Fill weight accuracy matters for cost control (expensive active ingredients) or dosing consistency (pharmaceutical or dental applications)
- Visual tube quality is a brand priority and tailing or voids are unacceptable
- The production line runs multiple viscosity grades and needs fast parameter changeover between them
Why King Pack High-Viscosity Plastic Tube Filling Machines Excel
According to Fortune Business Insights, the global personal care packaging market is valued at $48.66 billion in 2025 and is projected to reach $98.50 billion by 2034 at a CAGR of 8.23%, with tubes representing one of the primary growth formats for high-viscosity skin care and body care products. That growth is creating sustained demand for filling equipment that can handle the rheological reality of premium formulations.
Our high-viscosity plastic tube filling machines are built with heavy-duty piston systems, heated hoppers, servo-driven fill control, and application-specific nozzle configurations for products from 50,000 to above 1,000,000 cps. We configure equipment for the specific viscosity range, fill volume, tube diameter, and production speed each customer requires.

Nail Polish Filling & Plugging and Capping Machine – King Pack Machinery
Our engineering team reviews product rheology data and tube specifications before finalizing machine configuration. That review produces validated parameter sets at commissioning rather than requiring customers to dial in parameters through rejected production batches.
We serve manufacturers across cosmetics, personal care, pharmaceuticals, dental, and industrial applications, all of which have specific requirements that a single standard machine configuration cannot address adequately.
Conclusion
High-viscosity plastic tube filling is a solved problem when the machine is engineered for the product, not adapted from standard cosmetic filling equipment. Heavy-duty piston systems, heated pathways, servo-controlled fill accuracy, and application-specific anti-drip nozzle designs together address every major challenge that thick gels, clays, and pastes present in tube production.
Standard equipment handles these products poorly. Purpose-built high viscosity tube filling machines handle them reliably, with fill weight accuracy, clean tube presentation, and seal integrity that standard equipment cannot maintain at scale.
Contact King Pack today to discuss your thick gel or clay filling requirements. Our experts will help you engineer the perfect high-viscosity plastic tube filling machine solution tailored to your specific product and production needs. Reach our team at kpfillingmachine.com/contact.
